

Kalıpçılık derslerindeki bu yazıda Çekme kalıpları ile kalıplamada oluşan başlıca hatalar, çekme hatalarının sebepleri ve çözüm yollarına değineceğiz.
Başlıca Çekme Hataları
Buruşma, yırtılma ve benzeri hatalar, çekme kalıplarında üretilen parçalarda hiç bir zaman kabul edilmez. En çok rastlanan çekme hataları ve sebepleri aşağıda açıklanmıştır.
Çekilen Kabın Et Kalınlığında dengesizlik
Çekme işlemine tabi tutulan parça eğilme, basılma ve çekilme gerilimlerine uğrar. Eğilme, basılma ve çekilme bölgelerindeki bu değişme tam anlamıyla açıklanamaz. Ancak çekilen biçim kabın et kalınlığındaki değişme, kap malzemesinin cinsine, çekme derinliğine, çekme hızına, baskı plâkası kuvvetine, dişi kalıpla çekilen kap arasındaki sürtünme kat sayısına (yağlama sistemine) ve tek taraflı kalıp boşluğuna bağlı olarak değişir.

Yukarıda, kalınlığı 1 mm olan alüminyum saç malzemeden çekilen kabın et kalınlığındaki değişme gösterilmektedir.
Çizilme, Zedelenme ve Çentiklenme.
Çekme anında saç malzeme, dişi kalıp yüzeyine sürtünür. Sürtünmeden dolayı kap yüzeyinde çizilme, zedelenme veya giderilmesi güç çentiklenme meydana gelir. Bu tip hataların giderilebilmesi için kalıbın uygun şekilde yağlanması, temiz tutulması ve çekme anında meydana gelebilecek ısının yok edilmesi gerekmektedir.
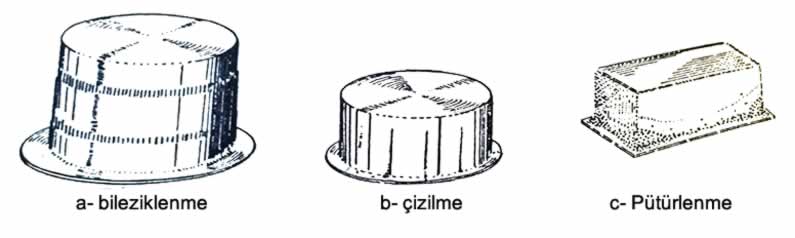
Portakal Kabuğu Biçimi (Pütürlenme)
Çekilen kap yüzeyinde malzeme yuvarlanması meydana gelebileceğinden kaliteli yüzey elde edilmez. Böylece, çekilen yüzeyde matlaşma meydana gelir. Bu şekilde meydana gelen hatanın giderilmesi için kalıplanan parça keçelerle parlatılır veya, yüzey kromla kaplanır.
Bu işlem kalıplanan parçanın maliyetini arttıracağından bunun yerine parça temperlenir veya normalleştirme tavına tabi tutulur. Ancak bu işlemde çekilen kabın yırtılmamasına dikkat edilmelidir. Şekil 2-c de çekilen kap yüzeyinde meydana gelen pütürlenme gösterilmektedir.
Kulaklanma (Çıkıntı)
Flanşlı çekme işleminin dışındaki kaplarda sık sık rastlanan hatalardan biridir. Çekme anında çekilen biçim kabın hadde yönünde uzama meydana gelir. Çünkü, hadde yönünde malzeme yuvarlanması daha fazladır ve silindirde parçalar için çevrede kulaklanma sayısı malzeme yuvarlanmasına göre değişkendir.

Bu hatanın giderilebilmesi için ilkel çapın veya boyutların fazla alınması ve çekme işleminden sonra kap ağzının düzeltilmesiyle sağlanır.
Germe Çizgileri (Lekeleri)

Çekme işleminden sonra kap yüzeyinde yama şeklinde çizikler (lekeler) meydana gelir. Bu tip lekelere germe çizgileri adı verilir. Çaprazvari lekeler, çekilen kap yüzeyinde meydana gelen gerilim dağılımının homojenliğini önler. Ancak bu tip çekme hatası genelde azdır.
Renk Değişimi (Yanma)
Yüksek parlatma çekme işlemlerinde bu tip hatalar sık sık meydana gelir. Bu ve benzeri hataların giderilebilmesi için tek taraflı kalıp boşluğu artırılır.
Buruşma
Çekilen kap malzemenin flanş veya gövde kısımlarında buruşmalar meydana gelebilir. Bu buruşmalara, malzeme yığılması adı verilir ve çekilen kabın yırtılmasına sebep olur. Buruşmayı önlemek için tek taraflı kalıp boşluğunu ve baskı plâkası kuvvetini iyi ayarlamak gerekmektedir. Ayrıca, kalıp ağzı ve zımba ucu kavisi, buruşmayı önleyecek biçimde yapılmalıdır.

Geri Esneme
Çekme kalıbından çıkan kap, geri esneme sonucu açılır. Bu açılmayı önlemek için, dişi kalıp ağızdan itibaren bir miktar içe doğru konikleştirilir.
Bunların dışında pek çok çekme hataları meydana gelebilir, örneğin: Simetrik çekme işleminin yapılamayışı, flanşlı kaplarda ağız ve tabanda yırtılma bölgelerinin oluşması, dikdörtgen veya kare çekmelerde köşe yırtılması ve benzeri hatalar gibi.
İlgili Yayınlar