
 Tornalama")
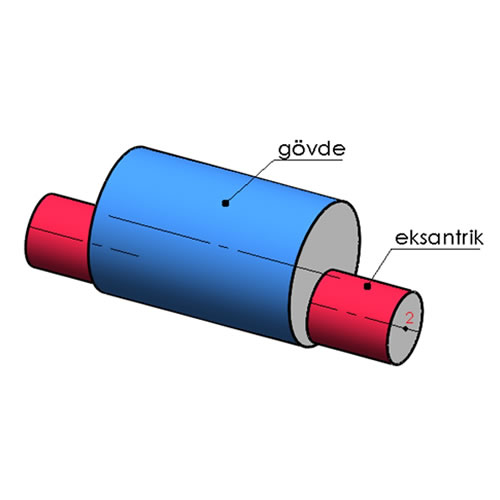
Silindirik olarak tornalanmış bir parça, ekseni, esas eksene göre kaydırarak tornalanacak olursa, bu kısmı ile eksantrik meydana getirmiş olur.
Eksantrikler, makinelerde dairesel hareketi doğrusal harekete çevirirler veya tersine doğrusal hareketleri dairesel harekete dönüştürmeye yararlar.
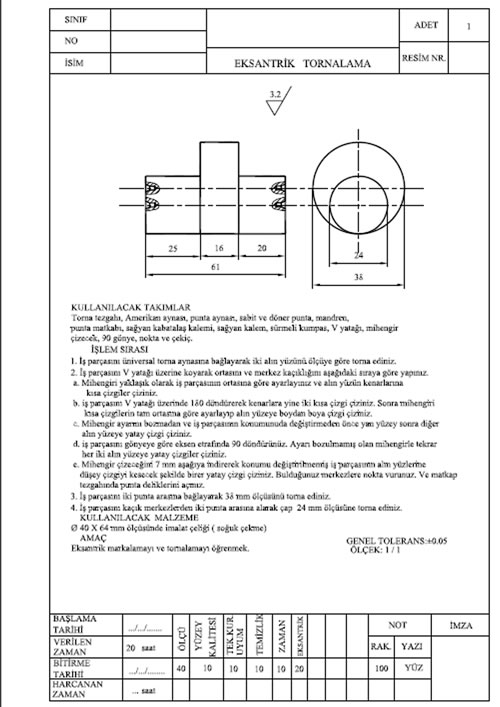
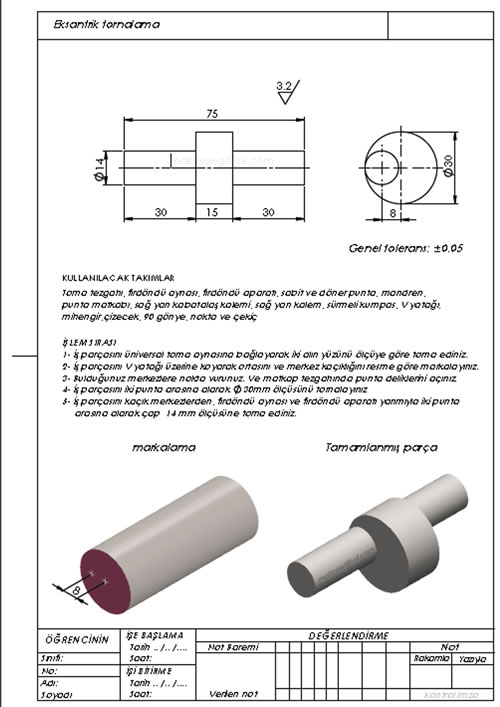
Eksantrik Tornalamada İşlem Sırası

1. Eksantrik tornalanacak parçanın alın yüzeyleri tornalanıp punta delikleri delinir. Parça iki punta arasına alınarak silindirik tornalanır.
2-Silindirik tornalanan parça sökülerek üzengili “V” yatağında iki alın yüzeyinden de mihengir ile ana eksenleri çizilir.
3. Parça 90derece çevrilir. Mihengir yeni eksene göre ayarlandıktan sonra alın yüzeylerinde ikinci eksen çizgileri çizilir.
4. Parça alınlarındaki eksenlerin kesiştiği yerler noktayla belirginleştirilir.
5. Matkap tezgahında punta delikleri açılır.

6. Fırdöndü aynası ile gezer punta arasına alınan parçanın arası yeni merkeze göre düz kanal kalemi ile tornalanarak boşaltılır.

DİKKAT: Tornalamaya başlarken kalem, iş parçasından eksantrik ölçüsü dikkate alınarak uzak tutulmalıdır. Aksi halde, eksantrik nedeniyle iş parçası kaleme çarpar ve biner. Kalem iş parçasına yavaş yavaş yaklaştırılmalıdır. Kalem işe dokundurulduğunda, talaş kontrollü olarak verilmelidir.

Kaçıklığı büyük eksantriklerde, iki punta arasındaki esnemeyi önlemek için aralarına baskı parçası konulmalıdır.
7. Parça ana eksenden tekrar iki punta arasına alınarak uçlarındaki kademeler yapılır.
8. Gerekli pahları kırılıp çapakları alınarak işlem bitirilir.
Tornalanan Eksantriği Kontrol Etme
Tornada eksantriğin kontrolü iki şekilde yapılabilinir.
1- Johanson mastarları ile kıyaslayarak eksantriğin ölçüsü belirlenir.
2- Eksantrik iki punta arasında çevrilerek, önceden sıfırlanmış bir komparatörle kolayca kontrol edilir. İbrenin sapma miktarı okunarak eksantrik ölçüsü belirlenir.
Konuyla İlgili Test
Eksantrik Tornalama Uygulama İş Parçası Temrinleri
Eksantrik tornalama iş parçası resmi
Autocad DWG // PDF
Eksantrik tornalama iş parçası resmi
Autocad DWG // PDF