

Parmak Frezeleri, çok çeşitli tiplerde imâl edilirler. Bunu endüstrideki makina ve parçalarda kullanılma yerlerinin çokluğu ile bağdaştırabiliriz. Parmak frezelerle; üniversal freze tezgâhı dik başlıklarında, değişik konumlarda işlemler yapılır. Bu araçlar, pensler yardımıyla, doğrudan fener mili yuvasına veya başlıktaki yuvalara takılarak çalışırlar.
Parmak freze ile frezeleme
Parmak freze çakılarının takma uçlu olanları da vardır. Parmak freze çakıları profillerinden dolayı genellikle cep frezeleme ,kanal açma gibi işlemlerde kullanılırlar.
Parmak frezeleri denildiğinde millere kama kanallarının açılması düşünülmekle birlikte, çeşitli frezeleme işlemleri de yapılır. Örneğin ; kalıp parçalarının işlenmesi, delik delme ve büyütülmesi ile iç kısımlarındaki oyma işlemleri (cep frezeleme).

Yukarıdaki şekilde, bir bağlama pabucu kanalının, parmak freze ile boşaltılması işlemi yapılmaktadır.

Yukarıdaki resimde helis oluklu, çok ağızlı, alından ve çevreden kesen parmak freze, bu kez tezgâhın üniversal başlığının fener yuvasına, çektirme miliyle çektirilerek tespit edilmiştir. Ancak delik içindeki işleme göre başlıktan açı verilerek döndürülmüştür.İş parçası ise; pabuç, altlık ve civatalarla tablaya bağlanmış, iç kısmında bir kanal veya resmine göre oyma işlemi yapılmaktadır.

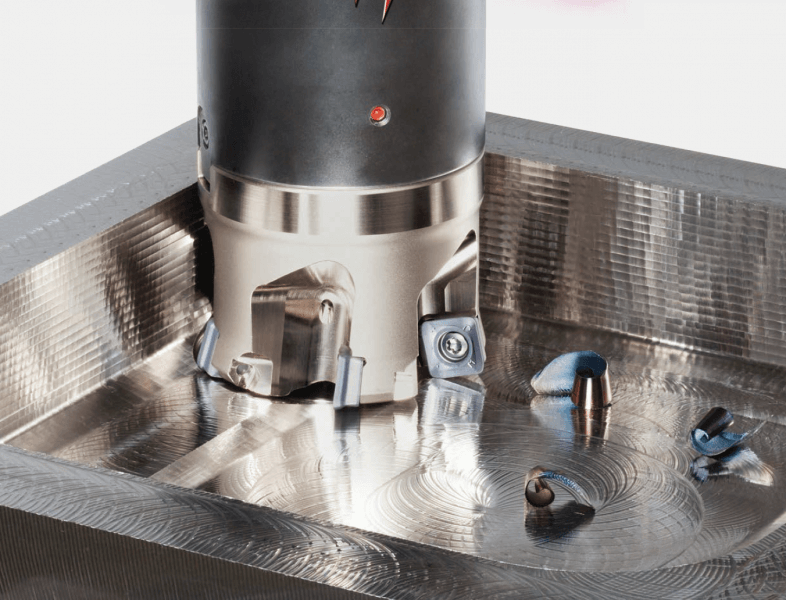
Yukarıda ise , Çok eksenli Cnc dik işlem tezgahında cadcam kullanılarak parmak freze ile işleme örneği görülmektedir. parmak frezeler özellikle kalıpçılıkta ceplerin, detay yüzeylerin işlenmesinde çok kullanılır.
Parmak Freze ile frezelemede dikkat edilecek hususlar
1 — Parmak Frezesinin uç kısımları, iş parçalarına eksenleme sırasında çarptırılmamalıdır. Kırılır veya salgılanabilir.
2 — Sap biçimine uygun bağlama şekli seçilmelidir.
3 — Parmak frezelerin ucu, matkap gibi eksen doğrultularında ilerleme ya pamazlar. Belirli miktarlar kadar ilerler.
4 — Daha çok yan yüzeyleriyle kesme yapan bu çakıların, uç kısımları çabuk aşınır. Aşınan miktarlar alından taşlanarak, yalnız çevresel, yüzeyden talaş, verilebilir.
5 — Parmak frezelerde, dişlerin sapla birleşen kısımlarından esnetebilecek miktarda derin talaş verilmemelidir.
6 — Genel olarak; çok ağızlı parmak frezeler helis ve düz kanallı iseler, yüzeylerin frezelenmesinde, iki ve üç, dört ağızlı parmak frezeler; çeşitli kanal ve belirli eksen doğrultusunda ilerlemeyle delme işlemlerinde kullanılırlar.
çeşitli kesme işlemlerinde kullanılan bu çakıların, çabuk körleneceği bilinerek açıklamalara dikkat edilmelidir.
Parmak freze ile kanal açma

Millere kama kanallarının açılmasında ise, parmak frezeleri kullanırken gereken dikkatin gösterilmesi önemlidir. Aksi taktirde çok pahalı olan bu kesicinin, bir anda yok olması doğaldır.

Bunu örneklemek için aşağıdaki açıklamalara dikkat edilmeli.
Mil, üzerine açılacak kama kanalı çeşidine, yani bir başı açık veya iki tarafının kapalı olmasına göre, ekseninde markalanır.
İş parçası; mengeneye veya tablaya özel bağlama araçları ile bağlanır. Eğer mil tablaya bağlanıyorsa, tabla ‘T’ kanallarına boydan oturtulur, mümkün değilse “V” yatakları üzerinde bağlanmalıdır. Pabuçlar ve civatalar yardımı ile. Aynı mil; başka bir konumda, üç ayaklı üniversal ayna ile punta veya direkt iki punta arasına bağlanabilir.
Parmak freze ile kanal açma işleminde sıfırlama

Yanda görüldüğü biçimde, freze iş parçasının yan tarafına alınır. Arasına kâğıt parçası konarak, tabla arabadan kâğıt yırtılıncaya kadar yaklaştırılır. Yırtılma başladığında, enine hareket mikrometrik bileziği sıfıra ayarlanır.çakının yan yüzeyinin ayarından sonra tabla konsoldan aşağıya indirilir.
örneğin ;
Parmak frezesinin çapı 12 mm. ve İşin çapı 30 mm ise, Kâğıdın kalınlığı 0,025 mm olduğundan (ihmal edilebilir.) Kağıt parçası yırtıldığında, tablanın durumu,
12/2 + 30/2 + 0,025 =
6+ 15 + 0,025= 21,025 mm dir. Tabla mikrometrik bilezikten bu kadar ilerletilir.
Parmak freze, iş parçasının eksenine başka usullerlede ayarlanabilirse de
yukardaki metot en uygunudur.

Parmak freze ile frezeleme işleminde frezenin mil eksenine ayarı, Yukarıdaki çizimlerde ayrı ayrı verilmiştir.
Yan yüzeyden ayarlanarak iş parçasının üzerinde, eksene yukarıdaki şekilde olduğu gibi getirilen çakı, burada milin teğeti olacak şekilde, sıfırlama yapılarak istenilen derinlik verilir.
Parmak frezeye göre kesme hızı ve ilerleme verilerek kama kanalı açılır. Eğer kanalın baş tarafları kapalı ise, Burada “İki ağızlı” Parmak freze seçilmelidir. Ancak çok ağızlı parmak freze kullanılacaksa, kanalın iki baş tarafına, matkapla uygun derinlikte delik delinmelidir. çünkü, çok ağızlı parmak frezeler, eksenleri doğrultusunda ilerleme yapamaz kırılırlar.

işlem sonunda ölçü ve kontrolü yapılarak temizlenir.
Kama kanallarının baş kısımlarının açık olması halinde, işin dışından, girebilecek kalınlıkta çakı, kanal frezeleri veya mil çapı kalın ise, küçük çaplı ‘T’ kanal frezeleri de kullanılabilir.
Selamunaleyküm bu freze çevrimleri (eşit aralıklarla delik delme)vb … fanuc icin mi? Mitsubishi icinde ayni g kodları geçerlimidir şimdiden teşekkürler