
Freze Tezgahında İş Parçası Bağlama Yöntemleri şunlardır:
Endüstride kullanılan makina parçalarının aynı ölçü ve biçimde frezelenebilmesi için, çeşitli bağlama düzenleri, şekilleri ve iş kalıplarından yararlanılır. İşlenecek parçaların yerinden oynamaması ve emniyetle tespit edilmiş olması gerekir. Aksi halde; pahalı olan kesicilerin kırılması ve bağlandığı araçların (malafa milleri, pens mandrenleri v.b.) bozularak hassasiyetini kaybetmesi mümkündür. Bu araçların tamirleri ve yeniden yapımı da oldukça zordur.
Parçaların tezgâha bağlanması; biçimine, yüzey şekline., hassasiyetine, yapılacak sayısına göre, bağlanıp sökülmesindeki çabukluk önemlidir. Bunlar maliyeti etkileyen en büyük unsurlardır.
Bunlar dikkate alınarak iş parçaları, tezgâha aşağıdaki sıralamalardan birisi ile bağlanır.
Mengenelerle Bağlama
Mengene ile iş parçalarının bağlanması için önce tezgah mengenesinin freze tablasına bağlanması gerekir. Tezgah mengenesinin altındaki kamalar tezgah tablasının kanallarına gelecek şekilde tezgah tablası üzerine konulur. Tabla kanalları ile mengene kamaları her ikisi de taşlanmış olduğu için tatlı sıkı bir geçme ile oturur. Mengene tablaya T somun, saplama, altıgen somun yardımı ile sabitlenir.
İlgili Konu için BKNZ : Mengene Çeşitleri
Mengenelere bağlanacak parçaların üçte biri, mengene üzerinde durabilecek şekilde altlık yükseklikleri seçilir. Parça hafifçe vidasından sıkılır. Bu şekilde sıkmayla, parçanın bir miktar yükseldiği görülür. Şekilde olduğu gibi, sol elimizle altlıklar tutulur. Sağ elimizdeki yalancı çekiçle, parçayı zedelemeyecek tarzda hafifçe vurularak altlıkların oynamaması sağlanır. Altlıkların oynamadığına karar verildiğinde, mengene vidası iyice sıkılır, İşlemler kontrol edilerek frezelemeye başlanır.
Kullanılan mengenelerin ağızları, yani çeneleri zaman zaman, ‘Komparatörle’ kontrol edilmelidir. Komparatör, 0,01 mm hassasiyetinde ibreli bir kontrol aletidir. Saatinin içindeki ibreye bağlı olan izleyici ucu yardımıyla yüzeylerin düzgünlüğü ve doğrultuları kontrol edilir.
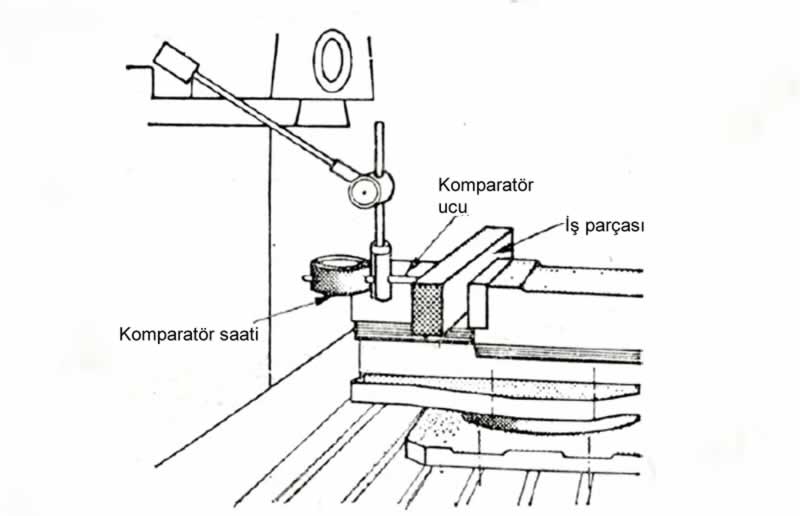
Mengene çenelerinin tezgâh doğrultusunda bağlanmasının komparatörle kontrolü (Yukarıda)
İlgili konu için BKNZ : Komparatör nedir, Nasıl kullanılır?
Buradaki işlemde; mengene tablaya bağlanmış, izleyici uç parçaya dokundurulmadan önce, .gözle kabaca boyuna olarak ayarlanmalıdır. Sonra izleme ucu parçaya az bir miktarda dokundurulur. (Saat içindeki ibre en az beş tur yaptırılmalıdır.) Bu konumda komparatör sıfırlanır.

Tabla uzunlamasına olarak sağa ve sola hareket ettirilir. Parçanın doğruluğuna göre saatteki ibrenin sapma miktarı okunur. Sapan miktarın yarısı kadar parça mengene ile birlikte döndürülerek, izleme ucu yeniden gezdirilerek, işlem bir kaç kez tekrarlanır.

Bağlanacak parçaların dikliğinin gönye kullanılarak sağlanması video (yukarıda)
Civata ve Pabuçlarla Bağlama
Biçimleri bakımından, tezgâh mengenesine bağlanması mümkün olmayan parçalar, tezgâh tablasına doğrudan yardımcı araçlarla bağlanırlar. Bu bağlama, tezgâhın “T” kanalları yardımı ile ‘Cıvatalar ve Pabuçlarla’ yapılır
Freze Tablasında bulunan “T” kanallarına uyan ölçülerde yapılmış baş kısmı bulunan, bir ‘Vida Rondela ve Somundan’ ibarettir.

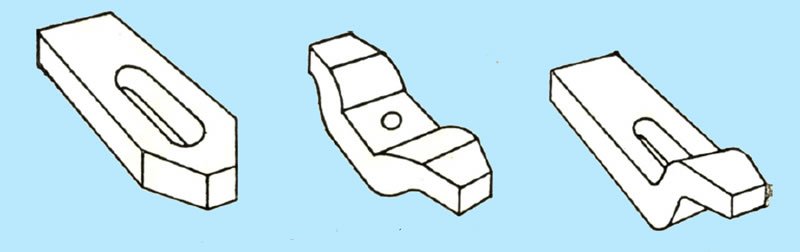
Vidaların seri olarak kullanılmasını sağlamak için, şekilde olduğu gibi ayrı ayrı yapılırlar. Vida, saplama biçiminde ekonomik olması için yapılır. Zira çok kullanılan vida veya somunu, sıkma dişlerinden bozulacaktır. Parçalı olmasının faydası da, yalnız aşınan veya bozulan kısımlarını değiştirmektir.
Çeşitli ölçülerde ve boyda tezgâhın tipine göre imâl edilirler. Vida ve baş kısın, çalışma ortamına göre düşünülür.

Yukarıdaki şekilde bir ‘T’ kanalına oturtulmuş, tezgâh civatasında (d) vida çapını ve somununda yüksekliğinin 1,5 d kadar olması belirtilmiştir. Vida ‘T’ başının ölçüleri ise, tezgâhın kanalından küçük olmamalıdır. Arasına talaşlar, girmeyecek kadar boşluk en iyisidir.
Civata ile sıkmada, en az vida iki dişinin, sıkmadan sonra üzerine taşması gereklidir. (Şekilde ‘X’ işareti ile gösterilen kısım.)
Bağlama Pabuçları ve Altlıkları
Bağlama pabuçları, Mengenelere sığmayacak büyüklükteki, geometrik veya geometrik olmayan parçaların, civatalarla sıkılmasında kullanılan parçalarıdır.


Yukarıdaki resimde bağlama pabucu ve altlık kullanrak yapılan bir bağlama işlemini görüyoruz.

Pabuçlarla sıkma işleminde, Parçayı iyi sıkma, civata merkezinin işe yakın olmasına bağlıdır.
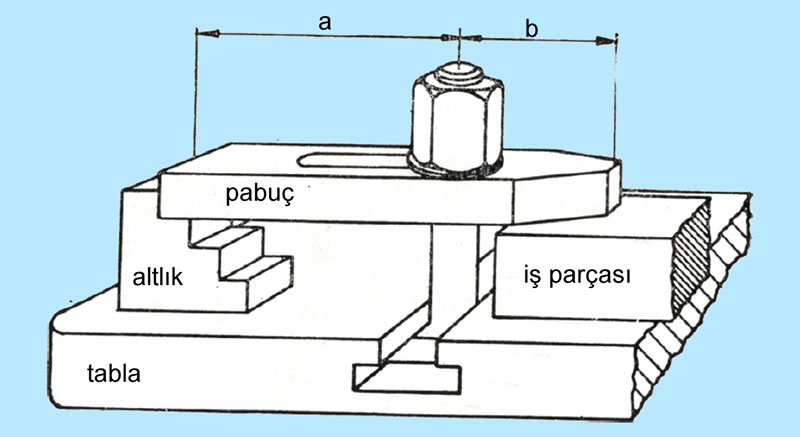
Yukarıdaki şekilde görülen cıvata ve pabuçla bağlamada, civatanın 1.5e uzaklığı (b), altlığa olan uzaklığı (a) dan daha az olmalıdır.

Yukarıdaki şekilde frezelenecek bir iş parçasının, tablaya değişik bir tip pabuçla eğik biçimde parçanın sıkılması görülmektedir. Burada somun altındaki özel kanallı róndela, vidanın kayarak işin sıkmadan, kurtulmasını önlemektedir

alüminyum alaşımı bağlama pabucu
Divizör ve Punta ile Bağlama
Freze Tezgâhlarında; düzgün silindirik iş parçaları ile alın yüzeylerinde punta yuvası bulunan, kısa ve uzun millerin bağlanması, ‘Divizör ve Puntası’ aracılığı yapılır. Parça iki alın yüzüne punta açılarak ekseninde bağlanır.

Divizör ve puntası
Divizörün yatay konumunda, yapılan frezelemelerde, parça boyu uzun ise, tek taraftan bağlamak yetmez. Dolayısı ile parçanın diğer alın kısmına punta yuvası açılıp, puntayla merkezlenerek çalışılmalıdır.

Bu şekildeki bağlamaya “Ayna ve Punta arasındaki bağlama” denir. Eğer parça mil biçiminde ise, milin orta kısmına “Destek” koyarak, işleme sırasında parçanın eğilmesi de önlenmelidir.

Parçanın bir kısmının aynaya sıkıştırılmasının istenmediği bazı durumlarda ise parça fırdöndü aynası ve fırdöndü kullanılarak iki punta arasına alınır. (Yukarıda)
Döner Tabla ile Bağlama

Döner Tablada yapılan frezeleme işlemleri çoğunlukla; Kalıp oyma, iç ve dış yüzeylerin çevresel frezelenmesinde. Kam çevre veya yüzeylerinin markalanarak işlenmesi ile Büyük çaplı içten ve dıştan, düz dişlilerin açılmasında kullanılırlar.

Dikkat ederseniz silindirik parça döner tablaya bağlama pabuçları yardımıyla bağlanmış.
Tabla çevresinde, bölüntülerin derece cinsinden ayrıca bulunması değişik açılardaki işlerin yapımımda kolaylaştırmaktadır.
Özel Bağlama Kalıplarıyla Bağlama
İş parçalarının seri olarak frezelenmesinde; her parçanın sıkılıp sökülmesi veya bir çok civata ve pabuçlarla bağlanarak işlenmesi, ve hep tekrarının yapılması çalışan elemana yorgunluk vererek işten bıktırır. İş akışı da yavaşlar, Dolayısı ile zaman kaybedileceğinden üretim azalır.

Böyle çok sayıdaki parçaların işlenmesinde, az emekle yapılabilecek bağlama şekilleri ve araçları düşünülür. Bağlama ve sökme işlemlerini yapabilecek kalıplar en güzelidir. Ancak her iş için kalıp yapımı zaman alıcı olduğu gibi, kalıp fiyatını, yapılan işlerin üzerine eklediğimizde, imalat birim maliyeti ucuz olmalıdır. Aksi takdirde yapılmamalıdır.

Kalıplarda; bağlama ve sökme, çok çabuk ve pratik olmalıdır. Bu pratikliği şöyle izah edebiliriz. Yani iş parçasının tezgâh tablasında bağlanması; bir kol, bir anahtar veya bir somunun tek hareketi ile olmalı. İşlem bitiminde yine tek hareketle parça tabladan kolayca alınabilmelidir.

Frezede silindirik parça bağlamak için kullanılan bir aparatın kullanımı video (yukarıda)