

Makine teknolojisi imalat işlemleri matkap ucu bileme konusu.Matkap bileme işlem basamakları.Matkap bileme hataları.
Matkap ucu bileme
Her ne kadar yapım işlerinde hava çeliği (seri çelik) matkaplar daha çok kullanılmakta ise de, hâlâ küçük çapta olanlar (1/4 parmak veya daha küçük) karbon çeliğinden yapılmaktadır. Endüstri, daha yumuşak olduğu ve seri yapım için dayanıksızlığı sebebi ile karbon çeliğinden yapılmış matkapları artık kullanmamaktadır.
Eğer kesici uç, mavimtraklaşırsa, bu kısımda sertlik kaybı var demektir. Bu takdirde matkap, bu yumuşak kısım yok oluncaya kadar kısaltılmalıdır. Bu yalnız delerken ek bir iş değil, ayrıca matkabın israfı da demektir. Şu halde bol miktar da soğutma aracı kullanılmalıdır. Seri çelikten yapılmış bir matkabı kuru olarak bileyin, soğutmak için suya sokmayın, aksi halde ağızlarda çatlamalar olur.
Matkap ucu bileme makinesi
Çok sayıda delme işlemlerinin yapıldığı atölyelerde, bir matkap bileme makinesinin bulunması ekonomiktir. Bu tezgâhta herhangi büyüklük, boy ve çaptaki bir matkap kolaylıkla ve kısa zamanda ayarlanabilir.

Tezgâh; matkabı, kesici ağızları eşit uzunlukta olacak, eksenle istenilen açıları yapabilecek ve boşluk açısını tam verebilecek şekilde bileyebilir. Bununla beraber, birçok hallerde matkapların el ile bilenmesi tavsiye edilir. Hatta bazen gerekli sayılır. Bu bakımdan bir tesviyeciden bu işi iyi ve çabucak yapabilmesi istenir. Matkap nasıl bilenir geçmeden önce, sağlıklı delme için matkabın ideal uç açıları nasıl olmalıdır, göz atalım.
Matkap bileme açıları
a ) Uç açısı
çeliklerin delinmesi için matkabın ucu normal olarak 118°bilenir.


b) Uç Kenar açısı
Matkap bilenirken, kesici kenarları birleştiren uç kenarın, 55°eğikliği sağlanmalıdır.

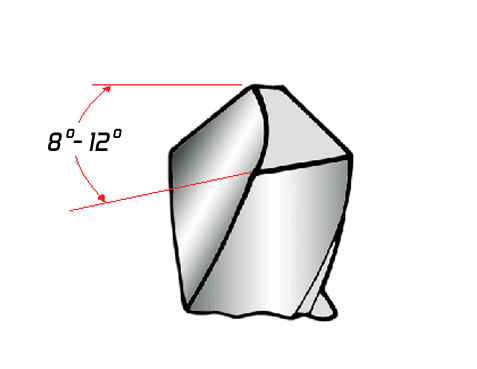
c) Boşluk açısı :
Matkap bilenirken kesici yüzeylere arkaya doğru 8° – 12° kadar (Alüminyum malzeme için 12°-15° , Pirinç malzeme için 12° , Yumuşak ve orta sert çelikler için 12°-15° , Sert çelikler için 7°-12°) boşluk açısı verilmelidir.Kesmenin iyi olabilmesi için matkapta, belli büyüklükte bir ağız boşluğu bulunmalıdır. Ağız boşluğu, kesici kenarlara verilen ve onların, kesilen metale kolayca dalmasını sağlayan bir boşluktur.

Matkabın uç açısı, uç kenar açısı ve boşluk açısı bileme işlemi ile oluşturduğumuz açılardır.

Matkap bileme hataları
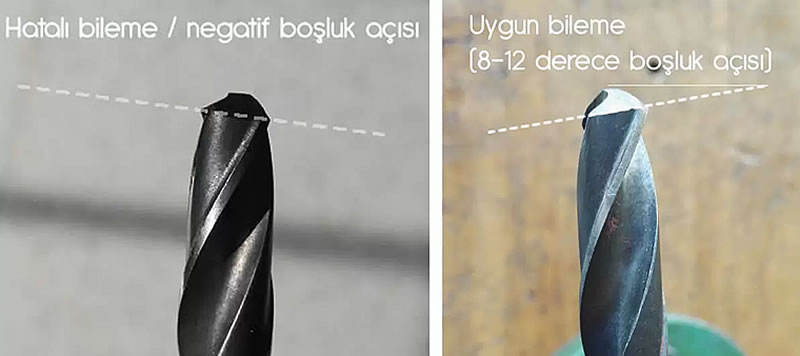
Hata: Sıfır boşluk açısı
Böyle bir yüzey, temas ettiği gerece yalnız sürtünür. Arka kenar ağızla aynı düzlemde olduğundan gereci kesmesini önler.Eğer yeteri kadar bir boşluk açısı yoksa, matkap gereci kesemeyeceğinden kırılır.

Hata : Fazla veya Az Boşluk açısı
Aşırı fazla boşluk açısında meydana gelen ısıyı iletemeyecek kadar ağzı incelteceğinden, matkaba fazla boşluk açısı vermemelidir. Aşırı boşluk açısı, aynı zamanda kesici ağızın arkasında destek olacak yeterli bir kısımda bırakmayacağından kesici ağızı zayıflatır.
Az boşluk açısında ise Matkap ucu bileme esnasında boşluk açısı az verilirse matkap iyi kesmeyeceğinden zorlanarak kırılır veya yalpa yaparak delik çapını büyütür.
Hata: Kesici kenarların eşit ve simetrik olmaması
Uç kenar merkezde olmayacağından matkap çapından büyük delik açar. Kesici kenarlar eşit olsa da matkap eksenine göre simetrik açıda (59° + 59 = 118°) değilse, matkap salgılı ve zorlanarak çalışır.

A: Kesici kenarlar eşit değil ve simetrik değil. B: Kesici kenarlar eşit ancak simetrik değil.
Matkap nasıl bilenir?

Matkabı, yukarıdaki şekilde görüldüğü gibi tutun (eğer daha rahat bir çalışma sağlarsa ellerin yeri değiştirilebilir)

Matkabın eksenini bileme taşının yüzü ile 59° , yaklaşık 60° yapacak şekilde ayarlayın.(Uç açısının yarısı=118°/2 = 59°) Bu, kesici ağızlar arasında, uygun açıyı sağlar.
Teorik olarak, kesici kenarlar eksen ile 59° derece yapacak şekilde bilenirse matkap, birçok gereç için iyi sonuçlar verir. Bu bakımdan matkap, taşın yüzü ile 59° derece yapacak şekilde tutulmalıdır .

Matkap uç açısının kontrolü (yukarıdaki resim)
Kesici ağızların bağıl uzunlukları ile açılarını ölçmek için, çeşitli firmalar tarafından yapılmış birçok ölçme ve kontrol aletleriyle mastarlar vardır. Özel bir mastarın bulunmadığı hallerde, açıları kontrol etmek için bir açı ölçme aletinden yararlanılabilir.

Kimi makineciler, bu konuda pratik çözümler bulur ve uygularlar. Yukarıda örnekte görüldüğü gibi. Altı köşe somunun dış açılarının 60 derece olmasından hareketle, bir çift somun da pratik bir mastar vazifesi görebilir.

matkabın taşa ilk teması kesici kenarda olmalıdır. (yukarıdaki şekil)

Bilenecek ağızı, yatay duran dayama parçasının üst yüzüne paralel olarak tutun.
Sağ eli (matkabın sapını) sol ele göre biraz aşağıda tutarak matkabı taşa bastırın. Sapın biraz aşağıda tutulması boşluk açısının verilmesini sağlar. Diğer ağzı da aynı şekilde bileyin.
Matkap nasıl bilenir video
Eğer sağ el çok aşağıda tutulursa aşırı boşluk açısı verilmiş olur ve uç, aşağıdaki şekilde (B) gibi görünür. Eğer yeterince aşağıda tutulmazsa boşluk açısı verilmeyebilir, hattâ bu boşluk açısı negatif olur. Aşağıdaki şekilde (C)

Diğerine geçmeden ağızların yalnız birini aşırı taşlamayın. Ağızları benzer şekilde taşlayıp bileme işlemi bitince; her ikisi aynı uzunlukta ve matkap ekseni ile de aynı açıları yapmış olmalıdır.
Matkabı bilerken döndürmeyin; onu sol el içinde mafsallanmış gibi tutup boşluğu sağlayacak şekilde hafifçe sallayın, sonra arka kenar kısmını taşlayın.
Kesici ağızdan arka kenara doğru bileyin. Bileme asla arka kenardan ağıza doğru yapılmamalıdır.
Değişik Gereçler için Matkap Uç açıları
Helisel matkapların uç açıları, genellikle 118° olmakla beraber çeşitli gereçler için 60° dan 150° dereceye kadar değişir
Çok sert gereçler için 150°
Isı işlemi görmüş çeliklerle dövülmüş gereçler için 125°
Adi işler için 118°
Yumuşak font için 90°
Ağaç, sert lastik, bakalit ve fiber için 60°
KONUYLA İLGİLİ ÇEVRİMİÇİ MİNİ TEST İÇİN BURAYA TIKLAYIN
Çok güzel anlatılmış.