

Helisel Matkaplar
Makine eğitim imalat işlemleri dersleri kategorisinde bu yazımızın konusu helisel matkaplar olacak. Helisel matkapların kısımları. Helisel matkapların açıları.hassasiyetleri. Helisel matkapların çeşitleri ve Helisel matkapların bilenmesi ,özlerinin inceltilmesi gibi konulara değineceğiz. Yazıya ait içerik menüsü aşağıda verilmiştir:
Helisel Matkapların Çeşitleri

Bilindiği gibi endüstride kullanılan bütün malzemelerin özellikleri birbirinden farklıdır. Metal malzemedeki bu farklı özellikler, bunların işlenmesinde kullanılan kesici takımların da bazı farklılıklar taşıması gerekmektedir.
Matkabın iyi kesmesi, çıkan talaşların iyi akması ile mümkündür. Talaşların kolay akması ,matkabın helis açısına bağlıdır.Bu yüzden helisel matkaplar üç helis açısına göre yapılmaktadır.Bunlar :
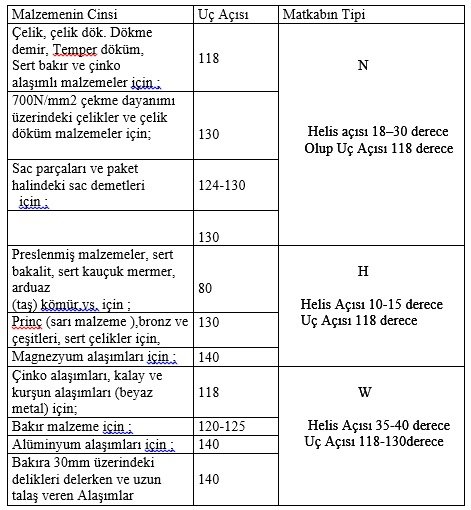
Helis matkap çeşitleri :
- N Tipi : Normal sertlikteki çelikler içindir.Helis açısı 18-30 derece arasında olup uç açısı 118 derecedir.
- H Tipi : Sert çelikler içindir.Helis açısı 10-15 derece arasında olup uç açısı 118 derece dir.
W Tipi : Yumuşak malzemeler içindir.Helis açısı 35-40 derece olup uç açısı 118-130 derece arasındadır.
Matkapların uç açıları da malzemelerin cinsine göre değişir. Matkabın uç açısı büyük olursa kesici ağızları kısa olur ve kesme esnasında az ısınır. Eğer matkabın uç açısı dar olursa kesici ağızları uzun olur ve matkap delme esnasında çok ısınır ve bu yüzden kesme özelliğini kısa zamanda kaybeder.
Helisel Matkapların Kesmesini Sağlayan Açılar

Bir matkabın normal şartlarda kolay kesebilmesi için ağızlarına belirli değerlerde açılar verilir. Bu açıların değerleri delinecek malzemelerin cinsine göre değişmektedir.
Helisel matkaplarda uç Açısı:
Helisel matkaplar işe batarak kesme yaptıkları için uçları sivri bilenirler. Matkap ucunun sivriliği uç açısı ile sağlanır. Matkabın uç açısı çelik malzemeler delmek için 118 derece, yumuşak ve kırılgan malzemeler için 130 derece olarak saptanmıştır.
Matkap Talaş Açısı (Helis Açısı):
Matkabın helis kanalını meydana getiren açıdır. Kesme esnasında çıkan talaşlar bu kanalı takip ederek dışarı çıktığından bu açıya aynı zamanda talaş açısı da denir. Matkabın talaş açısı ,yani helis açısı ,delinecek malzemenin cinsine göre değişir.Normal imalat çelikleri için 19-40 derece ,sert ve kırılgan malzemeler için 10-19 derece ve yumuşak malzemeler için 27-45 derece arasında verilmektedir.Helis açısını matkabı yapan firma verir.Bu açının değiştirilmesi mümkün değildir.Bu açı ancak çok zorunlu hallerde matkabın talaş yüzeyinden bilenmek suretiyle değiştirilebilir.
Helisel matkaplarda boşluk Açısı:
Delik delerken, matkabın kesici ağızlarının arka yüzeyinin kesilme yüzeyine sürtünmesini engellemek için verilen açıdır. Boşluk açısı genel olarak 12 derece olup sadece sürtünmeyi önlemez, aynı zamanda matkabın iyi kesmesini de sağlar. Bu açı az verildiği zaman sürtünme oranı artar, çok verildiği zaman da kesici ağız incelir. Bu durum, matkap ağızlarının kırılmasına ve çabuk körlenmesine sebep olur. Bunun için boşluk açısının da delinecek malzemenin cinsine uygun olarak verilmesi gerekir.
Matkap Uç Kenar Açısı(Yardımcı Kesici Kenar Açısı ):
Matkabın uç kenar açısı, iki serbest yüzey bilenirken verilen boşluk açıları ile oluşan kenarın matkap ekseni ile yaptığı açıdır. Uç kenar açısının değeri matkabın bilenmesinden etkilenebilir. Matkap bilenirken uç kenarının tam doğrulukta teşekkül etmesine dikkat edilmelidir. Matkabın uç kenarı tam anlamı ile kesme yapmaz, ancak kazıma yaparak matkabın işe dalmasını sağlar. Bu yüzden matkabın uç kenarına yardımcı kesici kenar denir. Yardımcı kesici kenarın matkap ekseni ile yapmış olduğu açı 55 derece olmalıdır
Helisel Matkapların Kısımları
Sap: Matkabın, matkap tezgâhının milindeki konik deliğe ve mandrene giren kısımdır. Konik saplı matkabın ucunda, matkap tezgâhının miline açılmış olan kanala uygun bir dil kısmı vardır. Bu kısım mil içinde matkabın dönmemesini ve kama ile matkabın kolayca çıkmasını sağlar. Gövde: Matkabın helisel oluklarının bulunduğu kısmına gövde denir.
Helisel Kanallar: Gövde etrafında helisel biçimde açılmış kanallardır. Bunlar, kesici ağızların meydana gelmesini, kesme anında oluşan talaşların dışarı atılmasını ve soğutma sıvısının matkap ucuna ulaşmasını sağlarlar.
Matkap Ucu: Matkabın, uygun bir açı altında biçimlendirilen kesici kısmına denir. Kesici ağızlar ucun taşlanması ile elde edilir.
Matkap Uç Yüzeyi: Kesici ağzın arkasında kalan yüzeydir.
Matkap Kesici Ağızları: Matkabın kesici kenarlarıdır.
Matkap Zırhı: Helisel kanallar boyunca meydana getirilmiş dar bir yüzeydir. Matkabın tam çapı karşılıklı zırhlar arasındaki mesafedir. Zırh, matkap ile iş parçası arasında meydana gelecek sürtünmeyi azaltır.
Ölü Merkez: Matkabın iyi bilenmesi ile meydana gelen iki kesici ağzın birleştiği yerdir.
Matkap Özü: Helisel oluklar arasında kalan dar kısımdır ve uçtan sapa doğru kalınlaşır.

Helisel Matkapların Hassasiyeti
Helisel matkapların çap ölçüleri h8 toleransı, hassasiyetinde yapılır. Yani kusursuz bilendiğini farz ettiğimiz herhangi bir helisel matkap ile bir delik delindiğinde, bu deliğin çapı matkap çapından h8 toleransının sayısal değeri kadar büyük olabilir.
h8 toleransı çap gruplarına göre değişik değerlerdedir. Matkapların çapları, ucundan sapa doğru gittikçe her 100 mm boyda 0,02-0,08 mm kadar incelir, yani matkapların çapları sapa doğru incelerek konikleşir. Böyle yapılmasındaki amaç, delik derinleştikçe matkap zırhının delik yüzeyine sürtünmesini önlemektir. Bu yüzden, helisel matkapların boyları kısaldıkça, çapları da çok az bir miktarda küçülür. Kısalmış matkaplarla delinen deliklerin çapları gerçek ölçüden daha küçük çıkabilir. Bu fark 100 mm boyda ancak 0,08 mm kadar olabilir.
Helisel Matkapların Bilenmesi
Kaçınılmaz aşınmanın yanında, helisel matkaplarda çok yüksek kesme hızlarında kesici köşeler ve çok yüksek ilerlemede enine kesici kenarlar ilave olarak aşınabilir. Yanlış bilenmiş matkaplarda aşınma özellikle yüksek olur.
Matkap ucunun çok zayıf olmaması için ,enine kesici kenarın çapı matkap çapının en az 1/10 u kadar olmalıdır.İlerleme kuvveti,enine kesici kenarın sivriltilmesiyle yaklaşık olarak yarısı kadar azaltılabilir.
Ayrıntılı bilgi için bknz : Matkap ucu bileme
Özleri inceltilmiş helisel matkaplar
Bir matkabı sağlamlaştırmak için öz, sapa doğru yaklaştıkça kalınlaştırılır. Çapı 20mm ve daha az olan matkaplarda bu olay kolayca fark edilmeyebilir. Fakat büyük çaplı matkaplarda matkap boyu kısaldıkça uç,genişleyecektir. Bu durumda matkabın iş parçasına dalması çok daha zorlanacak ve yanacaktır.Bu olayı ortadan kaldırabilmek için matkap özünün inceltilmesi gerekir, bu iş için dar bir taş kullanılmalı ve her iki taraftan da eşit miktarlarda taşlanarak merkez yerinde bırakılmalı, öz gereksiz yere inceltilip matkap zayıflatılmamalıdır.
