
Kaynak teknolojisindeki bu yazımızda tozaltı ark kaynağı nedir. tozaltı kaynağı nasıl yapılır anlatacağız. Tozaltı kaynağının özellikleri nelerdir. Avantaj ve dezavantajları nelerdir. Hangi alanlarda kullanılır. Hangi malzemeler tozaltı kaynağıyla kaynatılabilir gibi sorulara cevap vermeye çalışacağız.
Konu başlıklarımıza aşağıdaki bağlantılardan ulaşabilirsiniz:
Toz Altı Kaynağı Nedir
Tozaltı kaynağı, kaynak arkının, silikat, kireç, magnezit, oksit gibi elementlerden oluşan taneli bir toz örtü altında oluşmasıyla yapılan bir kaynak yöntemidir. Toz, elektrotun önüne doğru kendi ağırlığı ile dökülür. Elektrot, bir makaraya sarılmış ve kaynak bölgesine sürekli olarak hareket ettirilebilen, üzeri bakır kaplanmış bir teldir.

Tozaltı kaynağı nasıl yapılır?
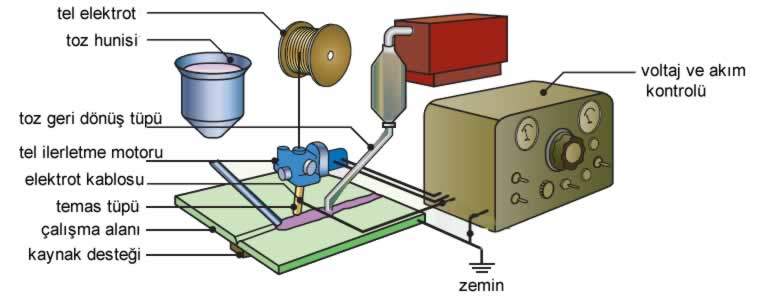
Tozaltı kaynağı, yukarıdan belirli bir ilerleme ile kaynak bölgesine verilen bir tel elektrot, toz hunisinde serbest düşüşle bırakılan tozlar. Bu tozların kaynak bölgesinde koruyucu bir bölge oluşturması ve oluşan curufların o esnada toz geri dönüş tüpü ile temizlenişiyle yapılır.
Toz altı kaynağının özellikleri
Kaynak hızı 25 mm kalınlığındaki plakalarda 760 mm/dak veya 40 mm kalınlığındaki plakalar için 300 mm/dak.dır. Tek pasoda 40 mm derinliğin de kaynak yapılabilir. Diğer kaynak yöntemlerinden daha az pasoda kaynak yapıldığı için dikişte cüruf ve boşluk kalıntıları daha azdır. Kaynak daha kalitelidir.

Toz altı kaynağıyla hangi malzemeler kaynatılabilir?
Toz altı ark kaynağı ile düşük karbonlu (< % 0.3 C) çeliklerin köşe veya alın kaynağı yaygın olarak yapılmaktadır. Önden ve kaynak sonrası ısıtma yaparak sac veya plaka halindeki orta karbonlu ve alaşımlı çeliklerle, bazı bakır alaşımları da kaynatılabilir. Ancak yüksek karbonlu takım çelikler, dökme demirler ve alüminyum için uygun değildir.

Tozaltı kaynağının avantajları
Yüksek kaynak hızı:
Normal ark kaynağına göre saatte 4-10 misli fazla metal ergitilebilir ve verimleri yüksektir.
Derin Nüfuziyet:
Toz, aynı zamanda ark ısısının derinlere etki etmesini sağlar. Böylece sünek ve yumuşak bir kaynak dikişi oluşur.
Çok iyi temizlik:
Tozdan dolayı kaynak bölgesi temiz kalır. kalın bir toz tabakası ile ark bölgesi kapandığından kıvılcım oluşması ve metal sıçraması önlenmiştir.
Yüksek kaliteli dikişler:
Toz tabaka erimiş metali çok iyi koruduğu için, sıvı metaldeki safsızlıklar giderilmiş olur. Tozun bir kısmı erir ve kaynağın üzerini örterek katılaşır. Sonuçta, çok yüksek kaliteli dikiş meydana gelir. Ayrıca Katılaşan tozlar çatlayarak dikişten kolayca kaldırılabilir.
Bunlar tozaltı kaynağı avantajlarıdır.
Tozaltı kaynağının dezavantajları
Geniş toz deposu ihtiyacı, tozun nemlenme ihtimali (tozun nemlenmesi boşluk ve gözeneğe sebep olur), giderilmesi lazım olan çok miktarda cüruf, tane kabalaşmasına sebep olan büyük ısı girişi, segregasyon ve sıcak çatlama ihtimalini arttıran yavaş soğuma hızı bu yöntemin olumsuz sayılabilecek yönleridir. Yüksek karbonlu takım çelikleri, dökme demirler ve alüminyum için uygun bir kaynak yöntemi olmamasını da tozaltı kaynağının zayıf yönü olarak ekleyebiliriz.

Tozaltı kaynağının yapılışı
Ergimemiş ve tekrar katılaşmış tozlar bir vakum sistemiyle geriye emilerek tekrar kullanılabilir. Güç kaynağı olarak AC veya DC akım kullanılabilir. Güç kaynaklarından sağlanan 600 -2 000 A’lik akım kullanılır.
Tozaltı kaynağı nerelerde kullanılır
Yatay dikişlerde ve özellikle kalın malzemelerde kullanılır. (en az 2 mm). Kazan, çelik konstrüksiyon, Gemi, Araç ve makina üretimi gibi büyük hacimli parçaların kaynağında yaygın olarak kullanılır. Çeşitli tedbirler alarak değişik pozisyonlarda kaynak yapmak mümkündür.

Ergimiş kaynak bölgesinin % 70’ini elektrot malzemesi oluşturduğu için, elektrotun kimyasal kontrolü önemlidir. Ergiyen elektrot bileşim bakımından sınıflandırılır ve 1.0 – 9.5 mm çapında yuvarlak, kaynak tabancası diye isimlendirilen bir tüp içerisinden otomatik olarak ilerleyen bir teldir.

Tozaltı kaynağı özellikle büyük çaplı boru ve tanklarda tercih edilir.
Büyük çaplı elektrotlar yüksek akım iletir ve ergime gücü yüksektir ancak nüfuziyet (derine işleme) azlığına neden olurlar. Elektrot telleri, orta karbonlu çelik, alaşımlı katı malzemeler veya ortasından alaşım elemanları ihtiva eden özlü elektrotlar olabilir.

Toz altı ark kaynağı ekipmanları

Tozaltı kaynağı için hazırlanmış yarı otomatik ve tam otomatik makineler vardır
Toz altı ark kaynağı ekipmanları, hızı operatör tarafından kontrol edilen yarı otomatik ya da tam otomatik makineler şeklinde olabilir. Elle kullanılan kaynak tabancası veya sabit olan tabancanın altından iş parçasını geçirme şeklinde de olabilir.
