

Raybalama
Bu yazımızın konusu Raybalama nedir ve Raybalama nasıl yapılır.Raybalama işlem basamakları ve raybalama kuralları olacak.
Raybalama ,deliği hassas bir yüzey kalitesi ile istenilen ölçüyü sağlamak için yapılan bir işlemdir.Matkapla delinen delik tam ölçüsünde olmadığı gibi hassas bir iş için yüzeyi de gerekli düzgünlükte elde edilemez.Hassas ve düzgün bir yüzey elde edilmesi istenirse, önce delik,ölçüsünden biraz küçük delinir.Sonra tam ölçüsüne getirmek üzere raybalanır.
Raybalamada İşlem Basamakları
1-İş parçasını markalayarak uygun bir bağlama elemanı ile tablaya bağlanır.
2-İstenilen hassasiyete göre 0,1–0.5mm küçük delik delinir.
3-Delik deldiğimiz devir sayısının yarısını tezgâha ayarlarız.
4-Raybayı mors kovanı ile fener miline bağlanır.
5-Rayba saat ibresi yönünde döndürülür.
6-Rayba uygun hızla deliğin içine salınır.
7- Ölçü kontrolü yapılarak parça sökülür.

Raybalama kuralları
1.Rayba çekilecek deliğe verilecek rayba payı asla normal değerini aşmamalıdır. Uyulmazsa;
takım ömrünün kısalması söz konusudur.
2. Rayba kolu, rayba sapına uygun olmalıdır. Kolun deliği rayba başına göre bol olursa
raybaya hâkimiyet sağlanamaz ve raybanın nasıl kestiği hissedilemez.
3. Rayba işe dik tutularak ve iki elle eşit kuvvetle bastırılarak döndürülmelidir. raybalama işleminde buna uyulmazsa; deliğin ağız kısımları genişler ve hatta delik bozulabilir.
4. Rayba hiçbir zaman kesme yönünün tersine döndürülerek çıkartılmaz.Aksine hareket edilirse kesici ağızlarla delik yüzeyi arasında talaş sıkışır ve deliğin yüzeyi çizilir. Rayba çıkarılacağı zaman batırılmadan kesme yönüne çevrilerek ve aynı zamanda yukarı doğru çekilerek çıkarılır.

5. Mümkün olduğu kadar raybayı bir defada çekip bitirmek gerekir. Rayba birkaç defa çıkarılıp, tekrar salınarak tamamlanırsa deliğin yüzeyi bozulur. Eğer raybayı temizlemek zorunluluğu doğarsa ince bir kıl fırça ile gaz yağı dökülerek temizlemek gerekir.
6. Kama kanalı ve ya herhangi bir kanal açılmış deliklere helis rayba çekilir. Çünkü silindirik raybanın ağzı kanal boyunca talaş kaldırma konumunda kalacağından hem çok zorlanır hem de kırılma tehlikesi ile karşı karşıya kalabilir.
7. Makine raybası çekerken devir sayısının düşük tutulduğunu (delik delerken kullanılan devir sayısının en çok 1/3 ü kadar) unutulmamalıdır ve sert çeliklere rayba çekerken kesme hızı 3- 5 m/dak yı aşmamalıdır.
Raybalama nasıl yapılır
Raybanın kesici ağızları, delik ekseni yönünde uzunlamasına hareket eder. Kesici ağızların iyi talaş kaldırabilmesi için delik yüzeyine dar bir kısmıyla değmesi gerekir. Bunun için kesici ağızların sırtları boşaltılmış ve boydan boya dar bir şerit halinde zırh bırakılmıştır. Daha önce açılmış deliğe dikkatlice sokulan rayba döndürülerek hareket ettirilirse kesici ağızlar delik yüzeyinden gayet ince bir talaş kaldırır.
Raybayı kendi çapından daha küçük bir deliğe kolayca sokabilmek için uç kısmı konik yapılmıştır. Buna başlangıç kesme ucu denir ve kesme işini bu uç yapar.
Raybalama sırasında kuvvetlice bastırılmadan dolayı, rayba deliğin içinde sıkışır ve
ağızlar malzemeye dalar. Bu nedenle deliğin yüzeyinde raybanın ağız sayısı kadar ağız yeri meydana gelir. Bu durumda rayba gevşetilmeli ve tekrar işleme devam edilmelidir.

Silindirik kısımdaki zırh yüzeyleri raybaya kılavuzluk eder. Makine raybalarının ucu çaplarına göre çeşitli konikliklerde yapılırlar. Bunların boyu genellikle kısa seçilir. Konik raybalarda ayrıca başlangıç kesme ucuna gerek yoktur. Çünkü konik olan rayba deliğe kolayca girer. Koniklik yüzünden zorlanmalarla karşı karşıya olan bu raybalar çabuk kırılabilir. Çünkü kesici bütün boyda malzemeyi kavrar. Bu sebepten konik raybaların dikkatli kullanılmaları gerekir.
Raybalamada malzemeye göre delik çapı-rayba payı nasıl ayarlanır
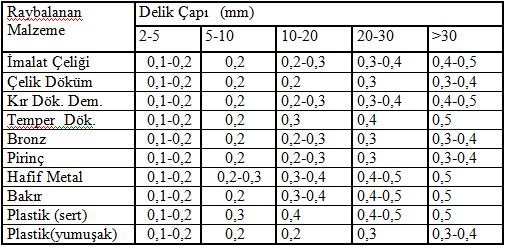
Konu ile ilgili bknz : rayba delik toleransı anma çapı tablosu

Genişlemeli raybalarda raybalama nasıl yapılır?
İşlenecek deliğin çapı raybanınkine eşit olacağından raybalamaya başlamadan önce kullanılacak raybanın çapı özel bileziklerle kontrol edilmelidir. Raybalar da her kesici alet gibi belirli zaman kullanıldıktan sonra körelir. Bunlardan tekrar faydalanabilmek için bilenmeleri gerekir. Fakat bilenen raybanın çapı küçülür.
Raybalanan deliklerin çapları, bilendikten sonraki çapına eşit olur. O halde raybalar ancak belli bir zaman içersinde, belirli ölçülerdeki delikleri büyültmek için kullanılabilirler. Bu yüzden bilendikten sonra belirli ölçü sınırları içersinde ayarlanabilen genişlemeli raybalar yapılmıştır.
Genişlemeli raybalar, anma çapı esas olmak üzere belirli toleranslara göre ayarlamak mümkündür. Bu ayarlamada istenilen toleransa uygun bileziklerden yararlanılır. Uygun çaptaki bilezik, açılan rayba deliğinden çok tatlı bir şekilde geçmeli ki raybanın çekildiği deliğin çapı istenilen ölçüde olsun.
Ayarlı raybalarda raybalama nasıl yapılır?
Ayarlı raybalarda, takma çakılar konik yarıklar içersinde hareket ettirilerek belirli sınırlar içersinde istene çapa göre ayarlanabilirler. Çakılar yuvarlak taşlandıktan ve bilendikten sonra bir yağ taşı ile temizce kılağısı alınır.

Takma çakılı raybalarda raybalama nasıl yapılır?
Takma çakılı ayarlı raybalar, ayar somunlarının gevşetilip sıkılması ile istenilen çapa uygun olan bileziğe çok tatlı geçecek durumda ayarlanmış olmalıdır. Ayar bitiminde somunların iyi sıkılmış olmasına ve bu iş için uygun anahtarın seçilmesine özellikle dikkat edilmelidir.
Konuyla İlgili Sorular
Soru : Rayba otlaması nedir ?
Eğer raybanın ağızları eşit aralıklı yapılmışsa rayba gevşetildikten sonra tekrar döndürülünce ağızlar yine önceki yerine takılır ve rayba deliğin içersinde sıkışır. Bu çeşit rayba ile genişletilen deliğin yüzeyi hem tırtıllı olur hem de işlenmesi zorlaşır. Bu olaya rayba otlaması denir.
Soru : Rayba otlaması nasıl engellenir ?
Rayba otlamasının önüne geçmek için rayba ağızları çevre üzerine değişik aralıklarda olacak şekilde açılmalıdır. Bu şekilde yapılmış rayba, delik içersine sıkışarak ağız yerleri meydana getirdiği zaman gevşetilerek döndürülürse bu kez ağızlar eski yerlerine takılmayacağı için raybalama kolayca yapılır. Böyle bir rayba, delik yüzeyini temiz ve tırtılsız yapar.
Soru : Raybalamada soğutma sıvısı ya da kesme sıvısı kullanılır mı ?
Rayba ömrünü uzatmak için raybalama sırasında, içine %20 oranında su katılmış bir bor yağı emülsiyonu kullanmak çok iyi sonuçlara ulaşmamızı sağlar.
Ancak gri döküm ve bakalit cinsi malzemelere rayba çekerken kesme yağı kullanılmamalıdır.
Soru : Raybalar hangi kısımlarından bilenir ?
Cevap : Belirli bir süre sonra körlenen raybalar, kesici ağızların sırtlarından bilenirler. Raybalar sevk ağızlarının sırt yüzeylerinden bilenmezler. Aksi taktirde raybanın çapı düşer