
Derinliği uygun olmayan pek çok kare veya dikdörtgen biçimli kapların üretimi, kalıp tasarımcısı tarafından arzu edilmez. Çünkü, derinliği fazla olan kare veya dikdörtgen biçimli kapların çekimi oldukça güç ve masraflıdır.

Kare ve dikdörtgen çekme kalıplarıyla banyo tüpü, lavabo teknesi, gaz bidonu veya teknesi, motor yağ karteri, buz dolabı buzluk tepsisi ve benzeri pek çok parçalar çekilmektedir. Kullanma yerinin çok olmasına rağmen kare veya dikdörtgen çekme yerine, kalıp tasarımı kolay ve ucuz ayrıca çekme süresince yırtılma ve buruşmanın az oluşu nedeniyle silindirik çekme tercih edilir. Aşağıdaki şekilde şematik bir dikdörtgen çekme ve ana ölçüleri gösterilmektedir.

Köşe Çekme
Kare ve dikdörtgen biçimli kapların çekilmesinde, çekilecek parçanın köşe kavislerinde sırasıyla basılma, bükme, çekme ve yine bükme gerilimleri meydana gelir (Aşağıdaki şekilde solda).

Silindirik çekme kalıplarında olduğu gibi, kare ve dikdörtgen çekme kalıp larında da baskı plâkası kullanılmak suretiyle köşe çekmelerde meydana gele bilecek buruşmalar önlenir. Ancak, kap malzemesinin kalınlığı, çekme gerilimi ve kalıp kavis yarıçapına göre baskı kuvveti ayarlanabilir konumda olmalıdır. Çekme derinliğinin ve baskı kuvvetinin çok olması halinde Yukarıdaki şekilde sağda görüldüğü gibi çekilen kabın taban çevresinde yırtılma bölgeleri meydana gelir.
Köşe Kavis Yarıçapları Arasındaki Yüzde (% ) Azalma Oranı.
Kare ve dikdörtgen çekmede, çekilen kabın köşe kavislerinde buruşma meydana gelir. Bu nedenle, çekilecek kabın köşe kavis yarıçapı büyük ve baskı plâkası kuvveti fazla alınır. Ayrıca çekme süresince basılmayı önlemek için çekilmeye uğrayan saç malzeme köşeleri uygun şekilde boşaltılır. (Aşağıdaki şekil)

Köşe kavis yarıçapları arasındaki yüzde (%) azalma oranı aşağıdaki formülle bulunur.
% Azalma oranı = (R – r / R) x 100
R = Çekilecek saç malzemenin köşe kavis yarıçapı, mm
r = Çekilen kabın köşe kavis yarıçapı, mm
Dikdörtgen ve kare çekmelerde, ilk çekme için köşe kavis yarıçapları arasındaki yüzde azalma oranı hiç bir zaman % 50 veya % 50’nin üzerindeki bir değerde olmamalıdır. Ancak, dikdörtgen ve kare biçimli kaplar için ilk çekmede uygulanacak köşe kavis yarıçapları arasındaki yüzde azalma oranı, % 30 civarında alınır.
Dikdörtgen ve kare biçimli kapların kademeli çekme işleminde, köşe kavis yarıçaptan arasındaki yüzde (%) azalma oranları silindirik çekmede olduğu gibi bir önceki kavis yarıçapları oranından % 25 daha az alınmalıdır.
Buruşma Akma Oranı
Dikdörtgen ve kare biçimli kapların köşe kavis profillerinde meydana gelen buruşma çok fazladır. Köşe kavislerinde şiddeti artan buruşma, yan yüzeylere doğru kayar. Buruşmanın çekilen biçim kabın yan yüzeyine yansımasına buruşma akma oranı denir. Aşağıdaki şekilde çekilen kabın köşe profilinde meydana gelen buruşmanın yan yüzeylere yansıması gösterilmektedir.

Buruşma şiddetinin çok fazla ve yan yüzeylere yansıması halinde, çekilecek kap malzemesinin yan yüzeylerine çentik açılır. Çekme anında bu çentikler çekilecek saç malzemeyi gergide tutar. Böylece, çekme süresince biçim kabın çevresinde meydana gelecek buruşma akma oranının dağılımını eşitlenmiş olacaktır. Eğer çentik açılan bölgede yırtılma meydana geliyorsa, kap malzemesinin yan yüzeylerine çökertme işlemi yapılır.
Dikdörtgen ve Kare Çekmede Kap Boyutlarının Hesabı
Dikdörtgen ve kare biçimli kapların çekilmesinde, çekilecek parçanın köşe kavislerinde basılma, yan yüzeylerde ise çekilme gerilimleri meydana gelir. Köşe kavis yarıçapları küçük kapların köşe yüzeylerinde meydana gelen basılma, çekmeden dolayı yan yüzeylerde meydana gelen malzeme akmasının da basılmasına sebep olur.
Köşe kavis yüzeylerinde meydana gelen basılma gerilimi, köşe kavis yarı çapının çekilen kap genişliğine oranına (r/w) bağlıdır. Çekilen malzemenin eğilme gerilimi ve buruşmaya karşı direnci, saç malzeme kalınlığının ilkel genişliğine oranına (T/W) bağlı olarak değişmektedir. Saç malzeme kalınlığının ilkel genişliğe oranına göre çekme faktörü aşağıdaki çizelgede verilmiştir.

Tek operasyonlu dikdörtgen, veya kare biçimli kapların çekilmesinde, derinliğin çekilen kap genişliğine oranı (h/w) değerleri aşağıdaki çizelgede verilmiştir.

Çekme derinliğinin kap genişliğine oranı, köşe kavis yarıçapının çekilen kap genişliğine (r/w) ve saç malzeme kalınlığının ilkel genişliğine (T/W) oranlarına bağlı olarak değişmektedir.
Biçim kabın kaç kademede çekilebileceğine, çekme derinliğinin kap genişliğine (h/w) ve iç yüzey köşe kavis yarıçapının kap genişliğine (r/w) oranları etki etmektedir. Aşağıdaki şekildeki (Şekil 5) İkinci eğriye ait A, B ve C alanları içerisindeki çekme işlemlerinin tek operasyonda yapılabileceğini göstermektedir.
Birinci eğri üzerindeki D, E ve F alanları içerisindeki konumlarda, çekme işlemlerinin İki veya daha fazla operasyonda yapılabileceği belirtilmektedir. Birinci ve İkinci eğriler arasında kalan konumlardaki çekme işlemlerinin tek operasyonda yapılabileceği gösterilmektedir.
A, B ve C alanları içerisine giren çekmelerde, saç malzeme kalınlığının çekilecek parça genişliğine oranı (T/W), % 0,6 dan fazla olamaz.

Şekil 5- Dikdörtgen ve kare biçimli kapların çekilmesine ait alan bağıntıları (yukarıda)
D, E ve F alanları içerisine giren çekmelerde, saç malzeme kalınlığının çekilecek parça genişliğine oranı (T/W), % 2 den küçük alınamaz.
Yukarıdaki şekile ait her alan, çekilecek kapların özelliklerini açıklamakta dır, A alanı, iç yüzey köşe kavis yarıçapının küçük ve r / (w-h) oranının 0,17 den fazla olmaması gereken kapların çekilmesinde kullanılır. Bu tip kapların çekilmesinde, köşe kavis yüzeylerinde meydana gelen basılma gerilimi, yan yüzeylere çok az yansımaktadır. Bu nedenle, yan yüzeylerdeki çekme yüksekliği sabit tutulur. Bununla ilgili A alanı içerisine düşen çekmelerde ilkel boyutlar aşağıdaki şekilde gösterilmektedir.

Şekil 6- Çekilecek sac malzemenin köşe profilleri (yukarıda)
B alanı, orta büyüklükteki iç yüzey köşe kavis yarıçaplı ve r/(w-h) = 0,17 – 0,4 arasındaki çekmelerde uygulanır. Ancak bazı durumlarda köşe kavis yüzeylerinde meydana gelen basılma gerilimi, çekilen kabın taban yüzeyine yakın yerlerde yırtılmaya sebep olabilir.

Şekil 7- c ve Şekil 8 de, B alanı içerisine giren çekmelerdeki köşe kavis profilleri gösterilmektedir.
Şekil 7 deki sembollerin açıklaması:
h = Çekilen kabın çekme derinliği, mm
rz= Zımba ucu kavis yarıçapı, mm
r = Dişi kalıp köşe kavis yarıçapı, mm
R = Çekilecek parçanın köşe kavis yarıçapı, mm
D alanı, çekme derinliğinin genişliğine oranı (h/w) 0,65 den büyük ve köşe kavis profili Şekil 7 -d’ye benzeyen çekmelere uygulanır.
C alanı, orta ve büyük köşe kavis yarıçaptı ve r / (w-h) oranının 0,4 den büyük olması gereken çekmelerde uygulanır. Bazı durumlarda yan yüzeylerdeki basılma gerilimi, çekilen kabın buruşmasına sebep olabili’. Geliştirilmiş olan iç yüzey köşe kavis yarıçapı uygulamasıyla bu durumun giderileceği yine Şekil 8 de gösterilmektedir.

F alanı, çekme derinliğinin genişliğine oram (h/w) 0,70 den büyük olan kare veya dikdörtgen çekmelere uygulanır.
Şekil 8 deki sembollerin açıklaması:
hw= Çekilen kabın boyuna düzeltme miktarı, mm
h1= Çekilen kabın enine düzeltme miktarı, mm
w = Çekilen kap genişliği, mm
l = Çekilen kap boyu, mm
Rc = Çekilecek kap malzemenin düzeltme.köşe kavis yarıçapı, mm
Rw = Boyuna kap malzemenin düzeltme kavis yarıçapı, mm
w-2r = Birinci başlangıç eksenleri arasındaki kap tabanı genişliği
Rı = Enine kap malzemenin düzeltme kavis yarıçapı, mm
l -2r = Birinci başlangıç eksenleri arasındaki kap tabanı boyu, mm
A, B ve D alanları içerisine düşen ve çekilen kabın köşe kavis yarıçapı Şekil 7 – a daki gibi olan durumlarda aşağıdaki işlem basamakları aynen uygulanır.
- Dikdörtgen ve kare çekmelerde, çekilecek kabın taban oturma yüzeyini oluşturan I. ci başlangıç ekseni çizilir ve kabın iç yüzey köşe kavis yarıçapı merkezleri belirtilir (Şekil 7).
- Çekilecek kap genişliğinin bulunmasında yardımcı olan çekme derinliği ve çekilen kabın iç yüzey taban kavis yarıçapı (h + 0,57 . rz ) bulunur.
- Çekilecek parçanın köşe kavis yarıçapı (R), aşağıdaki formülle bulunur.

4 — Birinci başlangıç eksenleri kesim noktasından (R) yarıçaplı kavisler çizilir ve eksenler üzerindeki kesim noktaları (b) ve (c) işaretlenir. (Şekil 7)
5. (ab) ve (cd) uzunluklarının orta noktaları (e) ve (f) işaretlenir. Bu noktalardan geçen (R) kavisine teğet (gh) ve (ij) doğrulan çizilir. (Şekil 7)
6. (gh) ve (ij) doğruları ile kenar doğrularının açı ortayı üzerinden (R) yarıçaplı kavisle köşeler birleştirilir.
B ve C alanları içerisine düşen çekmelerde çekilen kap malzeme, A alanı içerisine düşen çekmeye oranla daha fazla basılmaya uğrar. Bu durumlarda çekilecek parçanın köşe kavis yarıçapı (Rc) alınır. Aynca çekilecek parça genişliğinden tek taraflı olarak (h1) ve boyundan (hw) kadar azaltılır. (Şekil 8)
Bu uygulamanın yapılabilmesi için aşağıdaki işlem basamakları aynen uygulanır;
- Yukarıda açıklanan 1, 2, 3 ve 4. cü maddelerdeki işlem sıraları aynen uygulanır ve parçanın köşe kavis profili çizilir. Eğer dişi kalıp köşe kavis yarıçapı, zımba ucu kavis yarıçapından büyükse (r > rz), II. ci başlangıç ekseni (h+057rz) kadar içeriden çizilir. (Şekil 8-a)
- Düzeltme köşe kavis yarıçapı (Rc) bulunur.
Rc= R [0,074 (R/2r)2 + 0,982] mm . - Çekilecek parçanın genişliğinden ve boyundan tek taraflı olarak (hw) ve (h1) kadar çıkarılır.
hw= yR2 / (w — 2r) , mm
hı = yR2 / ( l — 2r) , mm
Yukarıdaki değerlerin bulunmasında kullanılan kavis yarıçapı faktörü (y). Çizelge 9.10 dan bulunur.

4. Rc Kavisine teğet (Rı) ve (Rw) yarıçaptı kavisler çizilir ve çekilecek parçanın köşe profili elde edilir.
(h/w) oranı fazla, C ve F alanları içerisine düşen kare çekmelerde, çekilecek parça yuvarlak olarak kesilir ve çapı aşağıdaki formülle bulunur.

Dikdörtgen veya Kare çekmelerde çekilecek parçanın boyutlarının bulunması
Dikdörtgen veya kare çekmelerde, çekilecek parça boyutlarının bulunmasında aşağıdaki yol izlenmelidir.
1- ) Dişi kalıp köşe kavis yarıçapı (iç yüzey köşe kavis yarıçapı), (r) = Zımba ucu kavis yarıçapı (rz) , r = rz
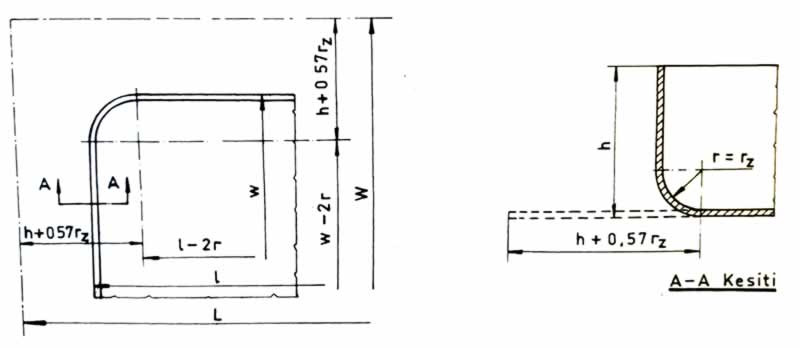
Çekilecek parça genişliği W = (w — 2r) +2 (h + 0,57.rz)
Çekilecek parça uzunluğu L = (l — 2r) + 2 (h + 0,57.rz )
2-) Dişi kalıp köşe kavis yarıçapı (iç yüzey köşe kavis yarıçapı), (r) > ,zımba ucu kavis yarıçapından (rz) büyüktür, r > rz
Çekilecek parça genişliği W = (w—2rz) + 2(h+ 0,57rz)
Çekilecek parça uzunluğu L= (l —2rz) + 2(h+ 0,57rz)
Dikdörtgen ve Kare Çekmede Çekme Kuvveti Hesabı
Çekme kuvveti P= [ σb . T ( 2π r . C1 + L . C2 ) ]
P = Çekme kuvveti, kg
T = Çekilecek saç malzeme kalınlığı, mm
r = Dişi kalıp köşe kavis yarıçapı, mm
L = Çekilen kabın toplam düz kenarlar uzunluğu, mm
σb = Çekilen kap malzemesinin eğilme gerilimi, kg/mm2
C1 = 0,5 sabit katsayı. Derin çekmelerde [h = (5-6)r] bu değer 2’ye kadar yükselir.
C2 = 0,2 sabit katsayı. Kalıp boşluğu fazla baskı plâkasız kalıplarda uygu lanır. Kalıp boşluğu normal ve baskı plâkalı kalıplarda bu değer 1 alınır.
Çekme Derinliği ve Çekme Sayısı
Dikdörtgen ve kare çekmelerde, çekme sayısına ve çekme derinliğine malzemenin cinsi, kalınlığı, dişi kalıp ve zımba ucu kavis yarıçapı etki etmektedir.

Yukarıdaki iki çizelge yardımıyla çekme kalıbı kavis yarıçapları ve çekme derinliği oranı bulunur, buna bağlı olarak çekme işleminin kaç kademede yapılacağı belirlenir.