

Teknik resim dersleri bölümümüzün bu konusu toleranslar alıştırma sistemleri. Delik ve mil toleransları olacak.
Alıştırma sistemleri
Toleranslarda geçmeler ve alıştırma sistemlerine değinmeden önce belli başlı tolerans terimlerini tanımamızda fayda vardır. Bunlar, Anma ölçüsü, En büyük ölçü, En küçük ölçü, aşağı ölçü farkı, yukarı ölçü farkı, en büyük ölçü ve en küçük ölçü gibi terimlerdir.
Anma ölçüsü (Nominal ölçü)


Yapım resimlerinde ölçü üzerine konulan toleranslar aşağı ve yukarı ölçü farklarını gösterir. Ölçü farkları seçilirken göz önünde tutulması gereken asıl ölçü anma ölçüsüdür. Yani toleranslı ölçülerde parçanın asıl ölçüsüne anma ölçüsü
adı verilir. Bir parça, örneğin gibi sınırlı ölçülerle belirtilecek olursa, burada 50 anma ölçüsüdür.
Tolerans = T Anma ölçüsü = AÖ
En küçük ölçü = EkÖ En büyük ölçü = Ebö
Aşağı ölçü farkı = AF Yukarı ölçü farkı = YF
Sıfır çizgisi : Sınırlı ölçülerde anma ölçüsü sıfır çizgisi olarak kabul edilir. Mil ve deliklerde, en bü yük çap ölçüleri anma ölçüsüne eşit olduğu zaman yukarı ölçü farkı sıfır, en küçük çap ölçüleri anma ölçüsü ne eşit olduğu zaman da aşağı ölçü farkı sıfır olur.
Yukarı ve aşağı ölçü farkı : Parçanın işlenmesi bittikten sonra, ölçülen son ölçünün anma ölçüsüne olan farkına ölçü farkı denir. Başka bir deyişle; ölçü far kı, sınır ölçüleri ile anma ölçüsü arasındaki farktır.
Anma ölçüsü ile en büyük ölçü arasındaki farka yukarı ölçü farkı, anma ölçüsü ile en küçük ölçü arasındaki farka da aşağı ölçü farkı adı verilir.
En büyük ve en küçük ölçü : Sınır ölçülerinin büyük olanına en büyük ölçü, küçük olanına da en küçük ölçü denir. Parçanın mutlaka bu iki ölçü arasında işlenmesi gerekir.
Tolerans : En büyük ölçü ile en küçük ölçü arasın daki farka tolerans denir. Bu aslında işleme toleransı dır. Parçalar bu toleransa göre işlenir.

En küçük boşluk = EkB En büyük boşluk = EbB
En küçük sıkılık = EkS En büyük sıkılık = EbS
Alıştırmalar
Sıkılık ve boşluklar : Beraber çalışan deliklerle, mil lerin veya iç parçalarla, dış parçaların aralarında bir uygunluk (alıştırma) vardır. Bu alıştırmalar ile ya bir sıkılık ya da bir boşluk meydana gelir. Delik çapı mil çapından küçük olduğu zaman oluşan sıkılık ile, delik çapı mil çapından büyük olduğu zaman oluşan boşluk, delikle mil ölçüleri arasındaki farktan ileri gelir.
Bir alıştırma yapılırken hem delik hem de mil ölçüleri için uygun bazı toleranslar kabul edildiğine göre, sıkılıklar ve boşluklar için ayrı ayrı biri en büyük, diğeri de en küçük olmak üzere ikişer değer bulunur.
En büyük sıkılık, milin en büyük ölçüsü ile deliğin en küçük ölçüsü arasındaki farktır.
En küçük sıkılık, milin en küçük ölçüsü ile deliğin en büyük ölçüsü arasındaki farktır.
En büyük boşluk, deliğin en büyük ölçüsü ile milin en küçük ölçüsü arasındaki farka eşittir.
En küçük boşluk ise, deliğin en küçük ölçüsü ile milin en büyük ölçüsü arasındaki farktır.
En büyük sıkılıkla en küçük sıkılık veya en büyük boşlukla en küçük boşluk arasında meydana gelen fark lara Alıştırma Toleransı denir. Alıştırma toleransı, delik le mile ait toleransların (işleme toleranslarının) toplamına eşit olur.
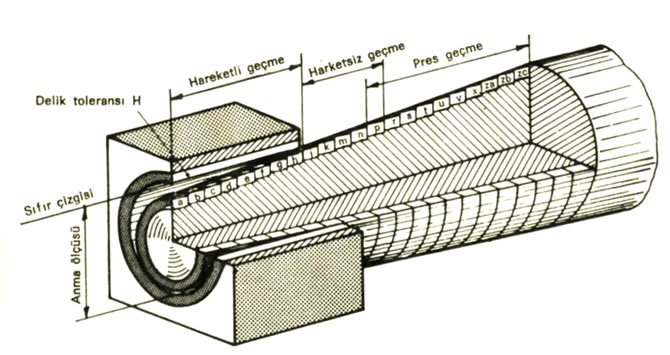
Sıkılıklarla boşluklara verilecek olan değerler bir alıştırma meydana getirirler. Bu alıştırmalarda iş parçalarının durumuna göre, mil delik içersinde hareket ediyorsa bunlara hareketli geçmeler, hareket etmiyorsa bu tür alıştırmalara da hareketsiz geçmeler denir.
Delik ve Mil Toleransları
Normal delik sistemi :
Normal delik sisteminde, bir çapa ait çeşitli geçmelerin delikleri için, tek bir ölçü kabul edilmiştir. İstenilen sıkılık veya boşluklar mil ölçüsüne, delik ölçüsüne karşın ya daha büyük, ya da daha küçük değerler verilerek elde edilir.

Normal delik sisteminde , deliğin en küçük ölçüsü daima anma ölçüsüne eşit olur.
Normal mil sistemi
Normal mil sisteminin aynı çapa ait bütün geçmelerinde mil ölçüsü sabit tutulur. istenilen bir geçmeyi elde etmek için sıkılık veya boşluklar, mil ölçüsüne karşın delik ölçüsüne ya daha- küçük, ya da daha büyük değerler verilerek bulunur. Normal mil sisteminde milin en büyük ölçüsü daima anma ölçüsüne eşit olur.

Her iki sistemde de ölçü farklarının yerini anma ölçüsü belli eder. Normal delik sisteminde deliğin en küçük ölçüsü ile anma ölçüsü arasında bir fark yoktur. Yani, deliğin aşağı ölçü farkı sıfırdır. Normal mil sisteminde ise, milin yukarı ölçü farkı sıfırdır. Bunda da, milin en büyük ölçüsü ile anma ölçüsü arasında fark yoktur. İşte bu nedenlerle delik ve mil toleransları söz konusu ise, anma ölçüsünden geçen ve ölçü farklarına asıl olan çizgiye sıfır çizgisi denmiştir.
Normal delik sistemi (Yukarıda)
Toleranslardaki harflerin anlamı
Gerek resimler üzerindeki toleranslar gerekse mastarlar üzerine yazılan semboller ve bir tolerans alanının sıfır çizgisine göre durumu ISO tolerans sisteminde de harflerle belirtilmektedir.
En büyük ölçü ile en küçük ölçü arasındaki alan olan tolerans alanı,, deliklerde A dan Z , ZA,, ZB, ZC ye kadar büyük harflerle, millerde ise yine a dan z, za, zb, zc ye kadar küçük harflerle gösterilir.

Normal mil sistemi (yukarıda)
Normal delik sisteminde, yukarı ölçü farkı deliğin toleransına ve aşağı ölçü farkı sıfıra, normal mil sisteminde ise aşağı ölçü farkı milin toleransına ve yukarı ölçü farkı da sıfıra eşittir.
Bu özelliğe dayanılarak deliklerde H harfi aşağı ölçü farkının sıfıra eşit olduğunu,, millerde ise h harfi yukarı ölçü farkının sıfıra eşit olduğunu göstermektedir.Bu şekilde sıfır çizgisine dayanan tolerans alanları H ve h harfleri ile işaretlenmiş olduklarından normal delik daima H harfi ile, normal mil de h harfi ile gösterilir.. Normal delik sistemindeki H deliklerine a dan zc ye kadar olan miller, normal mil sistemindeki h miline de A dan ZC ye kadar olan delikler alıştırılır.

Bu arada i, L, O, O, V, W, Y büyük harfleri ile i, I, o. q, v, w, y küçük harfleri, herhangi bir karışıklığa yol açılmaması için kullanılmamıştır.
Harflerin yanındaki rakamlar
ISO tolerans sisteminde herhangi bir ölçüye verilecek olan toleransı belirtmek için bu tolerans alanını gösteren harfin yanına F7, G9, H8, f8, g10, h7 gibi kalitenin numaraları yazılır. örneğin bunlardan h7, mile ait toleransın h geçmesinin 7. kalite alıştırmasına uygun olacağını gösterir.

Yukarıdaki şekilde, bir kaç kalitesi ile belirtilmiş bulunan üç değişik toleransın birbirleriyle karşılaştırılması ve sıfır çizgisine göre durumları gösterilmiştir.
Teknik resimde toleransların gösterilmesi

Yapım resimlerinde deliklere ve iç ölçülere ait olan toleranslar büyük harflerle ve ölçünün sağ üst yanına, millerin toleransları da küçük harflerle ve sağ alt yanına yazılır (Yukarıdaki şekil). Ayrıca şeklin uygun bir yerine de tolerans anteti çizilir.
Bu yazımızda delik ve mil toleransları konusuna, alıştırma sistemlerine değinmeye çalıştık. Delik ve miller arasındaki geçmeler, toleranslardaki harflerin anlamları, toleransların teknik resimde gösterilmesi gibi konuları işledik. Yeni yazılarda buluşmak dileği ile.