
Üzerinde birden fazla kalıplama işlemi bulunan ve ayrı istasyonlarda arka arkaya işlenen parçaların üretilmesinde kullanılan kalıplara ardışık kalıplar denir. Bu tip kalıplara progresif kalıplar (progressive mold / progressive die stamping) da denir.
Ardışık kalıplarda üretilecek parçanın her bir işlem safhası ayrı bir istasyonda tamamlanmaktadır. Bazı durumlarda kalıp içerisinde boş istasyonlar bulunabilir. Böylece dişi kalıbın zayıflaması önlenir ve zımbaların montajı kolaylaştırılmış olur. Buna karşın kalıp seti boyudan artar.
Ardışık kalıplar genellikle, seri üretimi çok fazla ve üretilecek parça maliyetinin düşük olması halinde kullanılır. Aksi halde, üretim sayısı az parçaların kalıplanmasında kullanılacak ardışık kalıp tasarımı ve yapımı, kalıp maliyetinde olduğu gibi kalıplanacak parça maliyetini de artıracaktır.

Yukarıdaki şekilde basit delme, boşaltma ve ayırma ardışık kalıbında üretilecek parçanın şerit malzeme üzerindeki kalıplama konumları gösterilmektedir.
Ardışık Kalıpların tasarımı
Ardışık kalıpların tasarımını yapan kişi, bilgi ve becerisini ortaya koymalı, ayrıca deneyleriyle birlikte daha önce yapılmış ardışık kalıp tasarımlarından faydalanmalıdır.
Ardışık kalıpların tasarımında aşağıdaki işlem basamakları göz önünde bulundurulmalıdır.
1- Saç malzeme kalınlığı az olmamalıdır.
2- Mevcut pres tezgâhına uygun kalıp seti boyutları seçilmelidir.
3- Toplam kalıplama kuvveti, mevcut pres tezgâhı tonajım aşmamalıdır.
4-Kılavuzluk görevi yapan pim delikleri ve çentikler birinci istasyonda, diğer delme, kesme, bükme, çekme ve benzeri işlemler bundan sonraki istasyonlarda yapılmalıdır.
5 — Çekme veya biçimlendirme işlemlerinde kullanılacak şerit malzeme, uygun boyutlarda hazırlanmalıdır.
6 — Bir parça üzerinde çok fazla delme işlemi varsa, bu işlemler bir kaç istasyona dağıtılmalıdır.
7 — Basit delme-ayırma ardışık kalıplarında dişi kalıp alanım artırmak için birinci istasyonda delme, ikinci istasyon boş ve üçüncü istasyonda ayırma işlemi tasarlanmalıdır (Şekil 10.11-b).
8 — Şerit malzemenin hareketini kolaylaştırmak, dişi kalıp, sıyırıcı ve zımba plâkaları dayanımını artırmak için boş istasyon bulundurulmalıdır.
9 — Şerit malzeme hadde yönü belirtilmelidir.
10- Çekme veya biçimlendirme işleminin aşağı veya yukarı yönde olacağının tasarımı önceden yapılmalıdır.
11- Üretilecek parça biçimine göre, kesme işleminden önceki diğer işlemler açıkça belirtilmelidir.
12 — Şerit malzeme ilerletme aygıtı, kalıp tasarımına uygun seçilmelidir.
13 — Malzeme sarfiyatım asgariye düşürebilmek için şerit malzeme yerleşim plânı, bir kaç değişik biçimde hazırlanmalıdır.
14 — Pres kuvvetine uygun kesme veya biçimlendirme alanı belirtilmelidir.

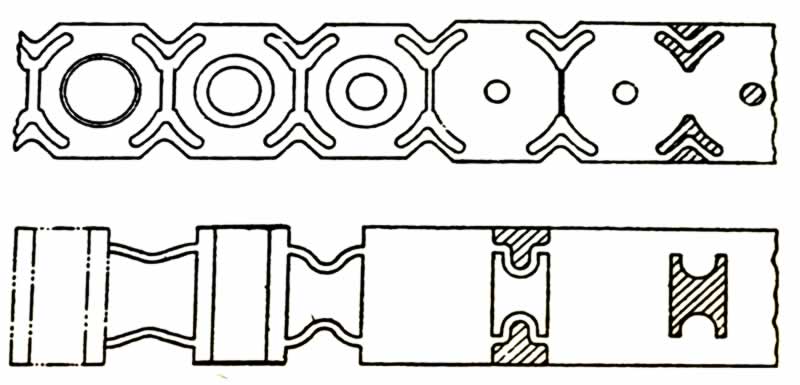
Ardışık kalıplama işlemlerine tabi tutulacak parçanın şerit malzeme tasarımı önceden hazırlanır ve dişi kalıba aynen uygulanır. Yukarıdaki şekilde ardışık kalıplama işlemini gösteren kalıbın kesit resmi ve altında da üretilen parçalarla birlikte şerit malzeme yerleşim konumu verilmiştir.


Ayrıca yukarıdaki şekilde yedi işlem basamaklı ardışık kalıplama işlemi yapılacak şerit malzemenin yerleşim plânı gösterilmektedir.
Yukarıdaki şekilde değişik biçimdeki iki parçanın kalıplama işlemlerinde uygulanacak şerit malzeme yerleşim plânları gösterilmektedir.
İlgili Videolar

Progressive stamping die

Deep drawing progressive die

Progressive stamping mold

Stamping tools

Progressive stamping die

Electrical box stamped in progressive tool
MALZEMEYE UYGULANACAK YÜK NASIL BULUNUR?