
Plazma kaynağı nedir. Nasıl yapılır, ekipmanları nelerdir. Nerelerde kullanılır? gibi konuların işlendiği yazıya ait konu başlıkları:
Plazma Ark Kaynağı Nedir?
Plazma ark kaynağı, tugsten bir elektrot ile iş parçası arasında bir ark oluşmasıyla iki metalin birleştirilmesini sağlayan bir kaynak işlemidir. Ark temel olarak plazma gazından üretilir.
Plazma ark kaynağı, tungsten inert gaz (TIG) kaynak işlemine benzer çünkü inert koruyucu gaz olarak tungsten elektrot ve argon kullanır, TIG kaynağından tek farkı, kaynak hamlacının yapısındadır. Manuel yapılan kaynaklamada kullanılan torc daha TIG torclarına göre daha hassas ve daha karmaşıktır. Su soğutmalıdır.

Plazma Kaynağının Çalışma prensibi
Bir tungsten elektrot ile iş arasındaki bir elektrik arkı bir kesit alanında daralırsa, aynı miktarda akım taşıdığı için sıcaklığı artar. Bu daralmış ark, plazma veya maddenin dördüncü hali olarak adlandırılır.
İşlem, Argon gazının daraltılmış kesitte, yüksek sıcaklıklarda iyonize edilmesiyle çalışır. İyonize gaz elektriği iletebilir hale gelir ve bu gaz daha sonra kaynak yapılan parçaya bir elektrik arkı aktarmak için kullanılır. Arkın aşırı ısısı, iki metal parçasını birbirine kaynaklayacak veya kaynaştıracaktır.
Plazma Kaynağının Oluşumu
Önce plazma ark kaynağının yapısını anlayalım, kaynak kurulumu, artı ucu kelepçeye ve eksi ucu kaynak torçuna bağlı bir dc jeneratörden oluşur, tüketilebilir tungsten elektrot, daraltıcı iç nozül ve koruyucu gazın salındığı dış nozul ile çevrilidir. Plazma gazı, tungsten elektrot ile daraltıcı iç nozül arasındaki boşluktan geçer.
İki metali yaklaştıralım ve güç kaynağını açalım, ardından argon gazı tüpünün vanasını açalım. Argon gazının kaynak hamlacından aktığını ve akım taşıyan elektrotla temas ettiğinde iyonize olduğunu görüyoruz. Bu iyonize gaza plazma denir.
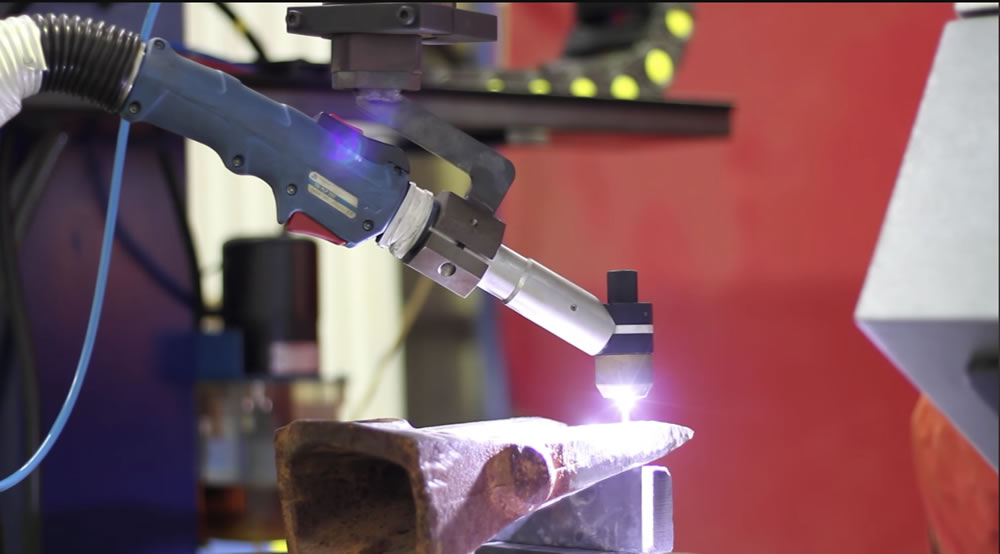
Daha sonra, kaynak torcunu metal plakanın arayüzüne yaklaştırdığımızda kaynak torçundan bir ark oluştuğunu görüyoruz. Bu ark, iç nozulun daraltıcı yapısı sebebiyle konsantre ve düz kalır. Bu daralma, arayüzde çok fazla ısı üretir.
Koruyucu Gaz: Ark alanını atmosferden korumak için argon, helyum veya bunların karışımından oluşan inert bir gaz kullanılır.

Koruyucu gaz olarak argon daha yaygındır çünkü daha ağırdır ve daha düşük akış hızlarında daha iyi koruma sağlar. Düz ve dikey kaynak için saatte 15 ila 30 cu ft (dakikada 7 ila 14 litre) koruyucu gaz akışı yeterlidir.
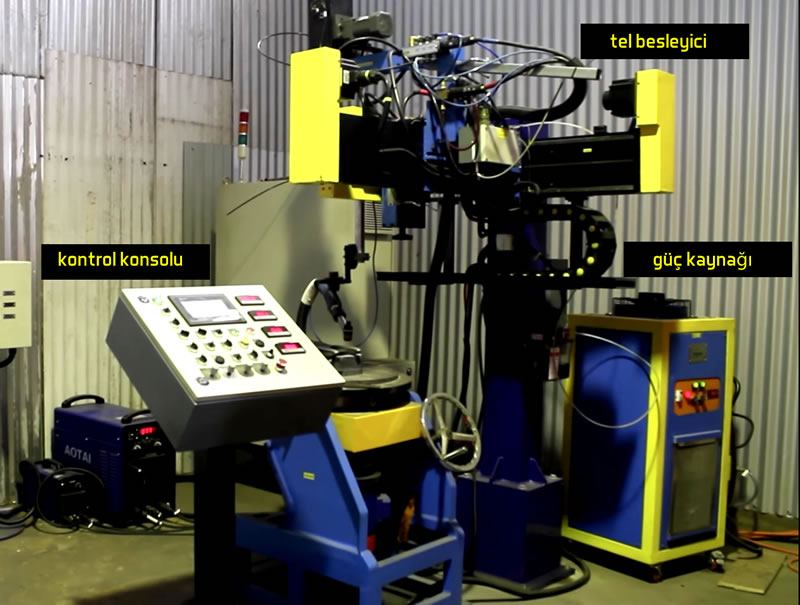
Plazma Kaynağı Ekipmanları
1- Güç Kaynağı
AC ve DC kaynak akımını destekleyen bir güç kaynağının kullanılması tavsiye edilir. Voltaj, %60 görev döngüsü ile 80 voltluk bir açık devre olmalıdır. Güç kaynağının dahili bir kontaktöre ve uzaktan kumanda akımı ayarına sahip olması tercih edilir.
Güç kaynağı Minimum 2 amper, maksimum 300 amper değerine sahip olmalıdır.
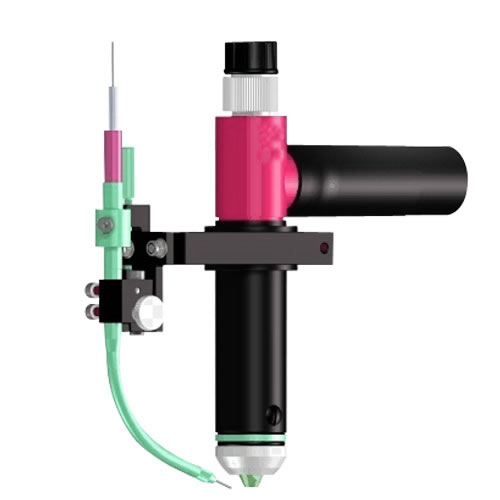
Kaynak Torcu
Plazma torcu, bakırdan yapılmış bir meme içine yerleştirilmiş tungstenden yapılmış bir elektrot içerir. Memenin ucu küçük bir açıklığa sahiptir. Ark, elektrot ile memenin ucu arasında başlatılır. Ark daha sonra kaynak yapılacak malzemeye aktarılır.
Plazma kaynak torcu, TIG kaynağı torcuna benzer, ancak daha karmaşıktır. Tüm plazma torçları, en düşük akım aralığına sahip torçlar bile su soğutmalıdır. Bunun nedeni, arkın torçta önemli miktarda ısı ürettiği bir hazne içinde bulunmasıdır. Su akışı kısa süreliğine kesilirse meme eriyebilir.
Manuel plazma ark torçları, 100 amperden 300 ampere kadar çeşitli boyutlarda yapılır. Makine çalışması için otomatik torçlar da mevcuttur.
Kontrol Konsolu
Plazma ark kaynağı için bir kontrol konsolu gereklidir. Plazma ark torçları, güç kaynağı yerine kontrol konsoluna bağlanacak şekilde tasarlanmıştır. Konsol şunları içerir:
- Pilot ark için bir güç kaynağı
- Pilot arktan transfer edilen arka transfer için bir gecikme zamanlama sistemi
- Su ve gaz vanaları
- Plazma gazı ve koruyucu gaz için ayrı akış ölçerler.
Konsol genellikle güç kaynağına bağlıdır ve kontaktörü çalıştırabilir. Ayrıca bir yüksek frekanslı ark başlatma ünitesi, aktarılmayan bir pilot ark güç kaynağı, torç koruma devresi ve bir ampermetre içerecektir.
Pilot arkı başlatmak için yüksek frekanslı jeneratör kullanılır. Torç koruma cihazları, kontaktörle birbirine kenetlenen su ve plazma gazı basınç anahtarlarını içerir.
Tel Besleyici
Makine veya otomatik kaynak için bir tel besleyici kullanılabilir ve sabit hızlı tip olmalıdır. Tel besleyici, dakikada 254 mm ila dakikada 3,18 m besleme hızı aralığını kapsayan bir hız ayarına sahip olmalıdır.
Plazma Kaynağının Avantajları
TIG kaynağına kıyasla plazma ark kaynağının avantajları, plazma kaynağının daha yüksek bir enerji konsantrasyonuna sahip olmasından kaynaklanmaktadır. Daraltılmış kesit alanı ve plazma jetinin hızı daha yüksek bir ısı içeriği yaratır.

Diğer bir avantajı ise, TIG arkındaki gibi parlamayan, sert sütun tipi ark veya plazma formuna dayanmaktadır.
TIG kaynağına kıyasla plazma ark kaynağının avantajları, plazma kaynağının daha yüksek bir enerji konsantrasyonuna sahip olmasından kaynaklanmaktadır. Daraltılmış kesit alanı ve plazma jetinin hızı daha yüksek bir ısı içeriği yaratır. Diğer bir avantajı ise, TIG arkındaki gibi parlamayan, sert sütun tipi ark veya plazma formuna dayanmaktadır.
Bu iki faktör aşağıdaki avantajları sağlar:
- Manuel Kaynaklar Esnasında Daha Fazla Özgürlük: Plazma arkında torç-çalışma mesafesi, TIG kaynağına göre daha az kritiktir. Bu, kaynakçıya kaynağı gözlemleme ve kontrol etme konusunda daha fazla özgürlük verdiği için manuel çalıştırma için önemlidir.
- Anahtar Deliği Etkisi (tam tek geçişte penetrasyon): Plazmanın yüksek sıcaklığı ve yüksek ısı konsantrasyonu, birçok bağlantının tek geçişte tam olarak nüfuz etmesini sağlayan anahtar deliği etkisine izin verir. Bu operasyonda, ısıdan etkilenen bölge ve kaynağın şekli daha çok arzu edilir. Isıdan etkilenen bölge, Tungsten Inert gaz (TIG) arkından daha küçüktür ve kaynak, açısal bozulmayı azaltan daha paralel taraflara sahip olma eğilimindedir.
- Daha yüksek ısı konsantrasyonu ve plazma jeti, daha yüksek seyir hızlarına izin verir.
- Plazma arkı daha kararlıdır ve daha derin nüfuz etme özelliklerine sahiptir. Daha dar bir kaynak üretir. Bu, derinlik-genişlik oranının daha avantajlı olduğu anlamına gelir.
Plazma Ark Kaynağının Kullanım Alanları
Plazma arkının başlıca kullanımlarından bazıları boru (paslanmaz çelik, titanyum alaşımı) imalatındaki uygulamalarıdır. Paslanmaz çelik, titanyum ve diğer metallerden yapılmış borularda, TIG kaynağına göre daha yüksek üretim hızlarında uygulanabilir.
Plazma kaynağının çoğu uygulaması, 100 amper veya daha düşük olan düşük akım aralığındadır. Plazma, folyo kalınlığındaki malzemenin kaynaklanmasına izin vermek için son derece düşük akımlarda çalıştırılabilir.
Plazma kaynağı ayrıca alet imalatı ve ince metalden yapılmış diğer küçük bileşenler için kaynaklar üzerinde küçük kaynaklar yapmak için kullanılır. Duvar borularının alın bağlantılarını yapmak için kullanılır.
Plazma Kaynağı İle Hangi Metaller Kaynaklanabilir?
Plazma kaynak işlemi, piyasada bulunan hemen hemen tüm metalleri birleştirebilir . Bazı metallerin kaynaklanması için en iyi seçim veya en ekonomik yöntem olmayabilir. Plazma ark kaynağı işlemi, TIG kaynağı ile kaynaklanabilecek tüm metalleri kaynaklayabilecektir.