
Bu yazıda, kalıpçılıkta merkezleme amacıyla kullanılan pimler, ölçüleri ve montajda nasıl kullanılacakları konusunu inceleyebilirsiniz.
Standart Merkezleme Pimleri

Standart merkezleme pimleri yukarıda görüldüğü gibi bir ucu 5° – 12° arasında konikleştirilir. Ancak, çizim kolaylığı yönünden aşağıdaki resimdeki gibi gösterilir.

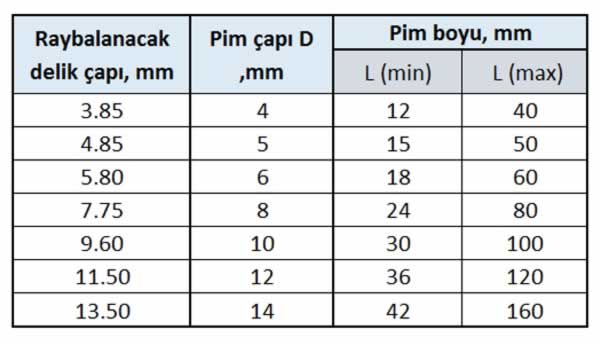
TS 69/15 e göre Küçük ve orta tonajlı kalıplarda kullanılan merkezleme pimi ölçüleri Yukarıdaki çizelgede verilmiştir.
Merkezleme Pimlerinin Montajda kullanımı
İki Plâkanın Montajında kullanım
Boydan Boya Delikler İçin:

Boydan boya delinmiş iki plâkanın merkezleme pimleriyle montajı yukarıdaki şekilde gösterilmektedir.

Kalınlıkları 50 mm den az olan plâkaların montajında kullanılan merkezleme pimlerinin boyutları yukarıdaki çizelgeden seçilir. Ancak pim boyu L(min) = 3.D den az alınamaz.
Kör, Yan-Kör ve Uçları Boşaltılmış Deliklerde
Montajı yapılacak plâkalardan birinin kalınlığı fazla veya arkası kapalı bir gövdeyse, kör delik delinir ve vidalı çektirme tipi merkezleme pimi kullanılır (Aşağıdaki şekil – a).
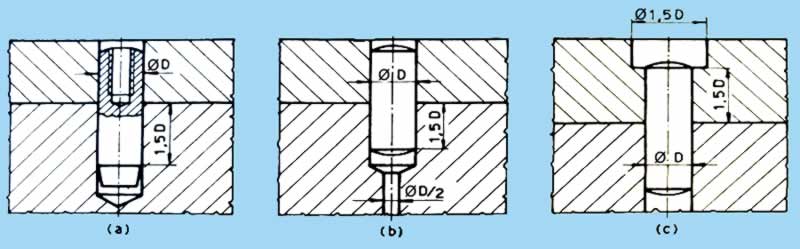
Montajı yapılacak plâkanın arkası açık ancak boydan boya pim deliği delinmek istenmiyorsa, plâkaya veya gövdeye yan kör delik delinir. Pimin çıkarılmasını kolaylaştırmak amacıyla pim deliği uzantısı D/2 çapında delinir (Yukarıdaki şekil-b).
Montajı yapılacak plâka kalınlıkları 50 mm den fazla olduğu zamanlarda merkezleme pim deliği ucu 1,5D çapında boşaltılır ve Uzun boylu pimlerin kullanılması önlenir (Yukarıdaki şekil-c). Bu tip montaj işlemlerinde boşaltılan pim deliği ucu yumuşak bir madde ile; örneğin; sert lastik veya kauçukla kapatılır.
Üç ve daha fazla plâkanın montajında Merkezleme Pimi Kullanımı
Çok sayıdaki plâkaların merkezleme pimleriyle konuma getirme ve montajında tek veya parçalı pimler kullanılır. Tek pimle montaj anında sürtünme yüzeyinin fazla olması nedeniyle, pim deforme olabilir veya bozulur.
Bu gibi durumlarda malzeme sarfiyatı ve işçilik artar. Parçalı pim kullanıldığı zaman pimlerden biri bozulunca yenisinin yapımı kolay ve malzeme sarfiyatı azdır.
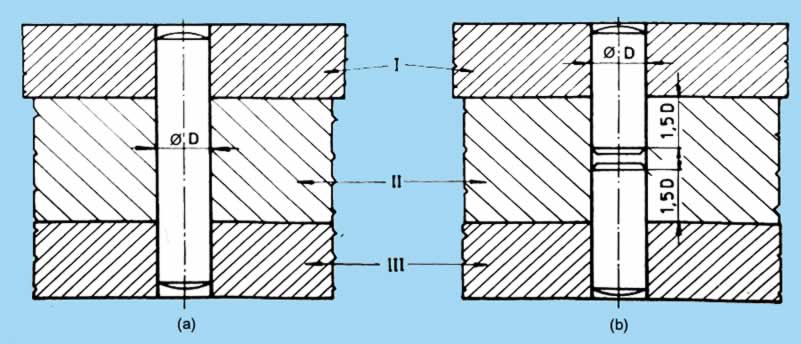
Montajı yapılacak plâkaların kalınlığı fazlaysa, örneğin; standard pim boyunu aşıyorsa, montaj işleminde parçalı pim tercih edilir. Yukarıdaki şekilde çok sayıda plakaların montajında tek ve parçalı pimin kullanılışı gösterilmektedir.
Sertleştirilmiş Plâkaların Montajı
Sertleştirilmiş plâkaların montajında, daha önce delinmiş ve raybası çekilmiş delikler, ısı işleminden sonra ölçü değiştirir. Bu ve benzeri işlemlerde ısı işlemi yapılan plâkaların pim delikleri mümkünse taşlanır. (Aşağıdaki şekil-a)

Merkezleme pim deliği çapı taşlanamayacak kadar küçükse, montajı yapılacak plakaların pim deliği, ısı işleminden önce esas pim çapının iki katı büyüklüğünde delinir ve ve bu plâkaların montajında koruyucu burçlu merkezleme pimi kullanılır.(Yukarıdaki şekil-b)
Montajı yapılacak plâkalardan biri ısı işlemine tabi tutulacaksa, bu plâkanın pim deliği, ısı işleminden önce esas pim deliği çapından büyük delinir. Böylece, biri sertleştirilmiş diğeri yumuşak (sertleştirilmemiş) iki plâkanın montajında yarım koruyucu burçlu merkezleme pimi kullanılır.