

Makine eğitim sayfalarımızda , İmalat işlemleri kategorisinde kılavuz çekme konusu ile birlikteyiz.Kılavuz çekme nasıl yapılır.Kılavuz çekme işlem basamakları konularını işleyeceğiz .
Kılavuz çekme
İç vida dişleri kılavuz vasıtasıyla elle veya makinada açılabilir. Üretilecek parça miktarına, istenen hassasiyete ve yüzey kalitesine göre, çeşitli imalat metodları uygulanabilir.
iç vidaların açılması için ilk önce, çekirdek deliklerinin delinmesi gerekir. Metrik ISO-vida dişi için çekirdek deliğinin çapı (matkap çapı), vida dişi çapından diş adımının çıkarılmasıyla elde edilen değere karşılık eder .
Elle Kılavuz çekme
1- Kılavuz çekme işlemi için önce kılavuz çekilecek deliğin uygun çapta delinmesi gerekir.
BKNZ : KILAVUZ ÇEKME İÇİN MATKAP ÇAPI TABLOSU
2 – Kılavuz çekilecek deliğin ağzının havşa matkabı ile havşalanmış olması gerekir .
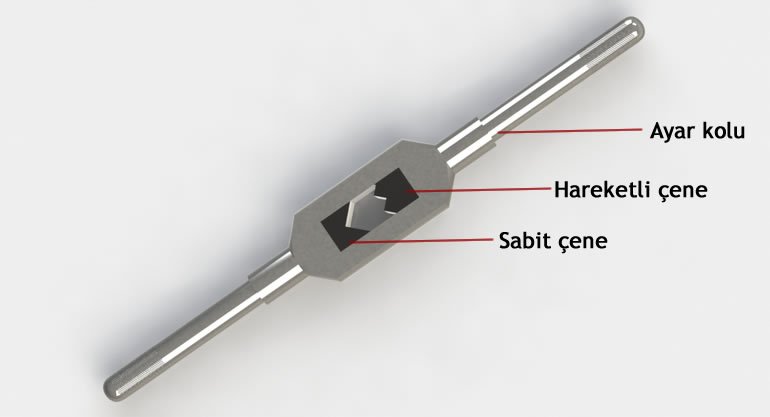
3- Kılavuz çekme için uygun kılavuz takımı ve kılavuz kolu seçilir .
4- Kılavuz takımı içerisinde ilk olarak deliğe salınacak kılavuz (Ön kılavuz seçilir)

3 Parçalı el kılavuz takımı Ön, Orta ve Bitirme kılavuzlarından meydana gelmiştir. Temiz, ölçüsünde bir vida dişi elde etmek ve herbir vida dişinin aşırı talaş yüklenerek zorlanmasından sakınmak için, talaş kaldırma işi bir takımın 3 kılavuzuna bölüştürülmüştür.
Kılavuzların üzerinde salınış sırasını göstermek üzere çizgiler bulunur. Kılavuzlar çizgi sayısına göre sırayla kullanılır. Bazılarında 3. kılavuzun çizgisi olmaz. Hiçbirinde çizgi yoksa, kılavuz takımındaki kılavuzların dişlerine ve uç pahlarına bakılır. Ucu en konik ve dişleri en silik olan birinci. Buna göre diğerleri de 2. ci ve 3. cü olarak salınır.

5- Kılavuz ,kılavuz koluna takılır .
Kılavuz çekme nasıl yapılır
Kılavuzun delik ekseninde salındığına emin olunmalıdır. Kılavuz parça yüzeyine dik bir şekilde deliğe yerleştirilir. Deliğin ağzına talaş almanın kolaylaşması için birkaç damla yağ damlatılır. Ardından kılavuz kolu hafif bir kuvvetle aynı anda hafif bir kuvvetle aşağı bastırılırken, bir yandan da saat yönünde döndürme hareketi yapılır.

Kılavuz çekerken delik içinin yağlanması talaş almayı kolaylaştırır.

Kılavuz çekme işleminde ilk ağızlatma önemlidir. Ağızlatma için kılavuzun parça yüzeyine dik durduğuna emin olun ve kılavuz kolunu kullanarak hafifçe bastırarak saat yönünde çevirin.
Kılavuz kolunu bıraktığınızda kılavuz parçaya tutunmuş ve düşmüyorsa ağızlatma işlemi başarılı olmuş demektir.

6 – Kılavuzun ağızlaması sağlandıktan sonra yarım tur saat yönünde (Talaş alma) ve ardından çeyrek tur ters yönde (İşlenen talaşın parçadan koparılması,kırılması) çevirilir .
Bu işlem delik sonuna gelinceye kadar tekrarlanır.

Kılavuzun tam eksenel yönde ağızlaması ve ilerlemesi gerekir. Kılavuzun kendi ekseni etrafında yaklaşık olarak dörtte bir devirle tekrarlanan geri çevirme işlemi sayesinde talaşlar kırılırlar ve taze yağlama yağı tekrar kesici kenarların üzerine ulaşır.
7 – Aynı işlem 2 ve 3 numaralı kılavuzlarla da tekrarlanır . Kılavuz , parça içinde çok az bir parmak kuvvetiyle bile rahat rahat dönerek ilerleyebilir hale gelinceye kadar bu işleme devam edilir.
Kılavuz çekme nasıl yapılır video anlatım
Kılavuz Nasıl çekilir konusunda hazırlanmış videodan kılavuz çekmenin yapılışını izleyebilirsiniz.
Makinada Kılavuz çekme
Tornada, matkapta ve vida dişi açma makinalarında kılavuz çekilmesi esnasında, ekseni tam vida deliği ekseninde bulunan vida dişleri açılır. Orana uygun yüksek kesme hızları sayesinde, makinada kılavuz çekme, elle kılavuz çekmeye göre zamanı önemli ölçüde kısaltır.

Makine kılavuzu
Matkap tezgahına bağlanan kılavuz çekme aparatında, müsadeli dönme momenti, vida dişinin büyüklüğüne ve malzemeye bağlı olarak ayarlanabilir. Ayar edilen vida dişi derinliğine erişildiğinde, aparat devir sayısı artırılan geri dönüş hareketine kendiliğinden otomatik olarak geçer.
Kılavuz çekme için matkap çapları
Aşağıdaki tabloda kılavuz çekme için diş dibi delik çapları verilmiştir.Diş dibi deliklerinin müsade edilen büyüklükte delinmesi gerekir. Bu, kılavuz çekilmesini kolaylaştırır ve kılavuzun kırılmasını önler.

M3 için delik çapı 2.5 / M3 için matkap çapı 2.5
M4 için delik çapı 3.5 / M4 için matkap çapı 3.5
M5 için delik çapı 4.2 / M5 için matkap çapı 4 ya da 4.5
M6 için delik çapı 5.0 / M6 için matkap çapı 5
M8 için delik çapı 6.8 / M8 için matkap çapı 7
M10 için delik çapı 8.5 / M10 için matkap çapı 8.5
M12 için delik çapı 10.2 / M12 için matkap çapı 10 ya da 10.5
M16 için delik çapı 14.0 / M16 için matkap çapı 14
M20 için delik çapı 17.5 / M20 için matkap çapı 17.5
M24 için delik çapı 21.0 / M24 için matkap çapı 21
Gayet güzel açıklayıcı bir sayfa olmuş.
Emeğinize sağlık .
Teşekkür ediyorum
M3 klavuz alüminyum üzerine çok kırılma yapıyor yardımcı olursanız sevinirim