

Mekanik Bağlama Elemanları
Mekanik bağlama elemanlarının kuvvetleri, civatalar, mafsallı kollar, bağlama kamları ve bağlama malzemeleri vasıtasıyla iş parçalarına intikal ettirilir.
Mekanik Bağlama elemanlarının avantajları
Büyük bağlama kuvvetleri. Sıkma elemanlarının kendi kendisini tutması
Mekanik Bağlama elemanlarının dezavantajları
Çok zaman alan bağlama
Dengesiz bağlama kuvvetlerime bağlantı tehlikesi

Bağlama civataları,bağlama Pabuçları ve Bağlama Altlıkları
Genel olarak iş parçaları T-kanal başlı civatalarla, bağlama somunları ve bağlama altlıkları ile takım tezgahı tablasına tespit edilir. Bağlama pabucu ile sıkma kuvveti iş parçasına ve bağlama altlıklarına iletilir.

Bağlama civataları ise, yüksek derecede yüklenmelerinden dolayı takriben 1.5 kat daha fazla vida çapına sahiptirler. Bağlama pabucu ve bağlama somunu arasına sertleştirilmiş bir rondela konur. Bağlama pabucu ve iş parçası arasındaki eğik durumlar, küresel rondela ve takoz yatağı vasıtasıyla dengelenir.
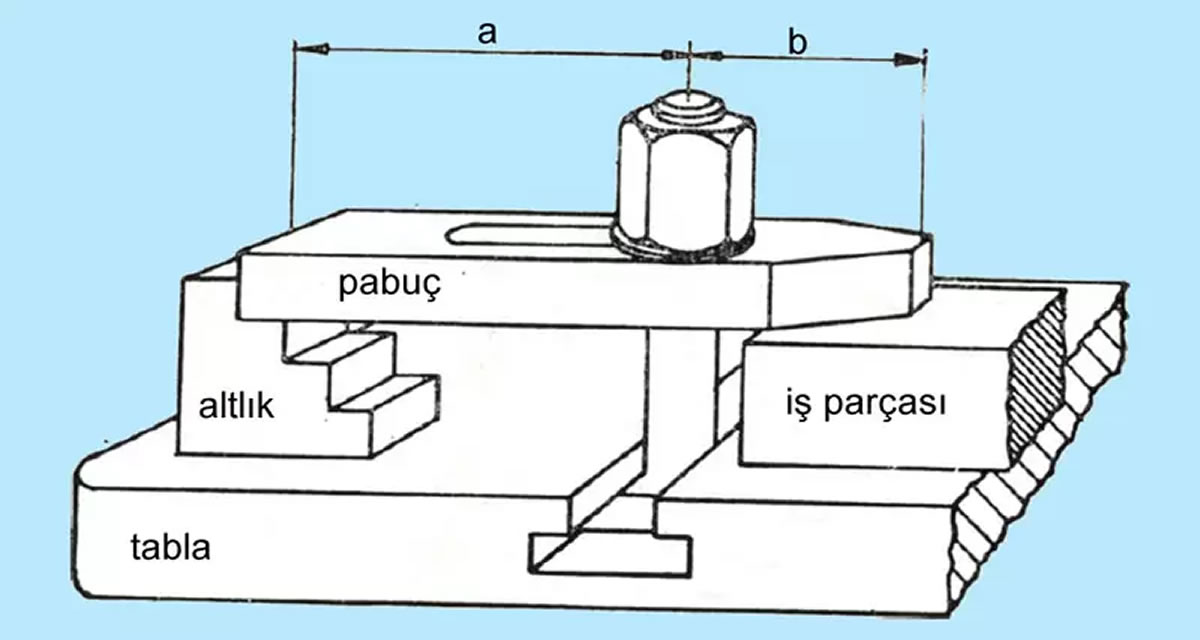
Bağlama altlıkları olarak, örneğin bir taraflı eğik diş açılmış olan büyük basamaklı altlıklar veya küçük basamaklı bağlama altlıkları kullanılır. Kademesiz yükseklik ayarı için vidalı altlıklar uygundur.
Konumlandırma ve destekleme elemanları, iş parçalarının konumlandırılması veya desteklenmesi için kullanılır. Ağır iş parçaları konumlandırma kamaları vasıtasıyla takımın kendi durumuna göre ayarlanabilir. İnce cidarlı iş parçalarının altına destekleme elemanları konulur. Böylece iş parçalarının eğilmeden işlenmesi sağlanır.
Sıkıştırarak Yassı Bağlama Parçaları
Sıkıştırarak bağlama parçaları veya derinlik bağlayıcı parçalar ile iş parçası, işlenme esnasında takım hareketini engellemeyecek şekilde bağlanır. Bağlama civatası düz bağlama parçalan bağlama altlıklarının kama tesiri sayesinde iş parçası, takım tezgahı tablasının (masasının) üstüne sıkı olarak bastırılır.
Hızlı Bağlama Düzeneği
Hızlı bağlama düzeneğinde, bağlama pabuçları, bağlama civataları, somunlar ve bağlama altlıkları birlikte bir ünite teşkil eder. Bundan dolayı bunlar fazla yer kaplamayan el tutamakları ile gerekli iş parçası yüksekliklerine göre konumlanır. Ayrıca bu elemanlar, münferit bağlama elemanlarında olduğu gibi yapım yüksekliklerinden dolayı çok yönlü kullanılmazlar.
Mafsallı Bağlama Aparatı, Eksantirik ve Kamlı Bağlama Aparatı
Mafsallı bağlama aparatı, ölü nokta konumunda en büyük sıkma (bağlama) kuvvetine erişir. Ölü noktadan sonraki konumda dirsekli kol kendi kendi ne sıkıştırır. Ayrı bir kolun düzenlenmesi mafsallı bağlama aparatında çok çeşitli olabilir.
Eksantrik bağlamada sıkma (bağlama) kuvveti, kendi kendine sıkışan eksantrik yardımıyla elde edilir.
Buna karşılık kamlı bağlama aparatı, sıkma yönünde etki eden bir sıkma (bağlama) kamına sahiptir.
Mafsallı, eksantirikli ve kamlı bağlama elemanları genel olarak bağlama tertibatları ile birlikte kullanılır. Bunların nitelikleri aşağıdadır:
Sıkma (bağlama) parçasının çabucak yanaşması ve geri çekilmesi.
• Kendi kendine sıkışması.
• Civatalı ve somunlu bağlama donanımlarına nazaran daha az sıkma kuvveti.
Tezgah Mengenesi
Tezgah mengeneleri, münferit ve küçük, seri imalatta küçük ve orta büyük lükteki iş parçalarının bağlanmasında kullanılır. Ayarlama hareketi, mekanik olarak etki eden mekanizmalarda elle kumanda edilen bir kol ile, pnömatik veya hidrolik olarak kumanda edilen mengenelerde ise silindirlerle yapılır.
Bağlama olayı, bağlama (sıkma) çeneleri iş parçasının üstüne geldiği zaman meydana gelir. O esnada sıkma kuvveti hidrolik veya mekanik olarak takviye edilir.

Mekanik sıkmada kuvvet takviyesi bir dirsekli kol sistemi vasıtasıyla sağlanır. Bir baskı mili, sıkma çeneleri iş parçasının üstüne rastladıktan sonra, bir uzatma pimini dirsekli kol mafsalına karşı sürer. Bu suretle baskı mili, iş parçasını artırılmış sıkma kuvveti ile öne doğru bastırır
CNC Kumandalı Tezgahlar İçin Mengeneler
CNC-kumandalı için tezgah mengeneler, rijit olarak imal edilmiş olup, her tarafı taşlanmış olan bir gövdeye sahiptir. Sıkma (bağlama) kuvvetleri bir ön seçme suretiyle iş parçasına uydurulabilir. İş parçası pozisyonunu tekrarlama tamlığı (her işin aynı konumda bağlanma ihtimali) çok büyüktür. Bağlama konumu ve bağlama çenelerinin değiştirilme imkanı sayesinde çok yönlü olarak kullanılabilir. CNC-kumandalı tezgahlar için mengene ler, bağlama tertibatı olarak kullanılabilir.
Açısal Hareketli Bağlama Tablaları
Eğer bir iş parçasının işlenmesi gereken yüzeyi önceden mevcut bulunan bir yüzeyle belirli bir açı yapması gerekiyor sa, açısal hareketli bağlama tablaları kullanılır. Bu tablalar rijit açısal plakalı olarak veya eğim verebilir ve dönebilir yapı da imal edilirler
Yuvarlak Döner Tablalar
Yuvarlak döner tablalarla açısal adımlı hareketler elde edilebilir. Bu tablalarla, bir iş parçasının muhtelif yönlerden işlenmesi veya bölüm dairesi deliklerinin ya da silindirik iş parçalarının çevresel deliklerinin imalatı mümkün olur.
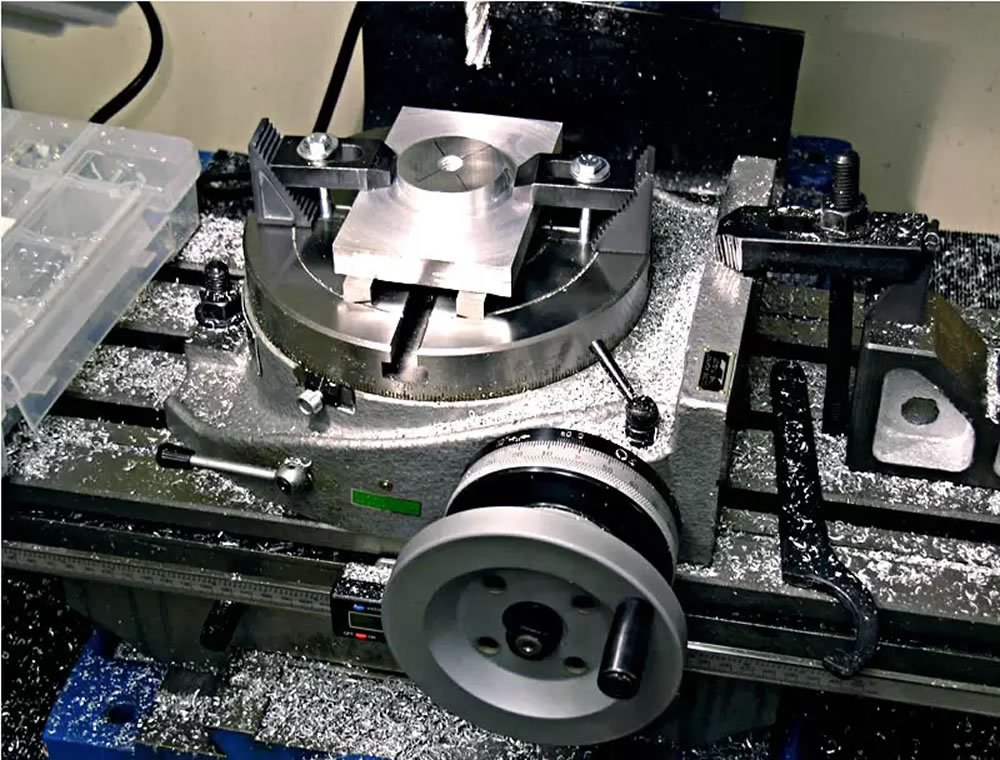
Eğer iş parçalarının delme, çapağının alınması, vida dişi açılması v.b. gibi çok kademeli olarak işlenmesi mecburiyeti varsa, bunların seri imalatında yuvarlak döner tabla kullanılır. Açısal adımlar, iki alın dişli ve içten birbirlerini ardarda kavrayan iki bilezik vasıtasıyla meydana getirilir.
CNC-Kumandalı yuvarlak tablalar, CNC-Kumandası üzerinden kumanda edilebilen istenildiği kadar açısal adımlara sahip olabilir. Bunlar genel olarak bir takım tezgahının dördüncü ekseni olarak kullanılır.
Manyetik Bağlama Tertibatları
Bu bağlama metodu özellikle mıknatıslanabilen küçük iş parçalarının taşlanması için elverişlidir. Bağlama plakalarında, daimi mıknatısın devresi açılabilir ve kapatılabilir. Bağlama plakaları, işletmede kayıp ısıyı artıran elektromıknatıslara sahiptir.
Bu durum, iş parçalarının şekillerinin değişmesine (deformasyonlara) yol açabilir. Bundan dolayı, ısı artışını azaltmak ve bağlama yüzeyinin basit olan daimi mıknatıstakinden da ha iyi kullanılabilmesi için genel olarak her iki magnet tarzı birlikte kombine edilmiştir.
İşleme bittikten sonra, iş parçalarının üzerinde kalacak olan mıknatıslılık özelliklerinin giderilmesi gerekir. Bu işlem, devrenin kapatılması esnasında manyetik alanın tekabül ettiği bir kumanda vasıtasıyla otomatik olarak yerine getirilir.