

Pres Kalıpları
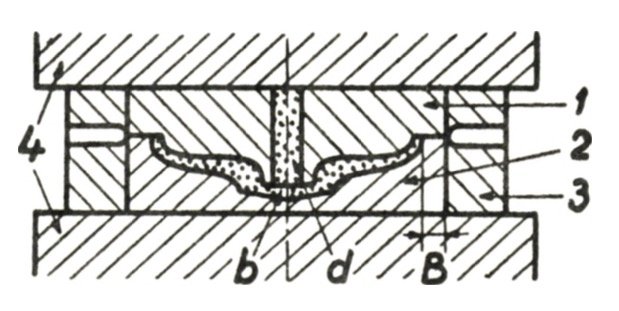
Deneme için yapılmış ve elle çalışan bir kalıp tipi. (Yukarıda) 1-üst kısım 2-Alt kısım 3-Yarıklı bilezik 4-Baskı plakaları b)dağıtıcı d) İtici deliği
Pres kalıp çeşitleri
Pres kalıplarının tasarımında belli temel kalıp tiplerinden yararlanılır. Kullanılacak temel tipin seçimi, preslenecek parçaya göre yapılır. Her temel tipin iyi ve kötü yanları vardır. Bugün için aşağıdaki temel pres kalıbı çeşitleri kullanılır:
- Yassı tip pres kalıpları
- Sızdırmaz tip pres kalıpları
- Çeneli tip pres kalıpları
- Gömlekli tip pres kalıpları
Bu pres kalıbı çeşitlerini, en önemli özellikleriyle tanıyalım :
Yassı Tip Pres Kalıpları
Yassı tip kalıplarda, kalıp kapanır kapanmaz, fazla gelen gereç, kalıp üst kısmı ile alt kısmının birleşme yerinden dışarı basılır. Kalıp yarılarının hareketi, birleşme yerindeki dayama yüzeyi ile sınırlandırılır. Dayama yüzeyinin genişliği (B) genellikle 3 mm kadardır. Birleşme yerinden dışarı taşan gereç fazlası, bir çapak oluşturur.
bu çapağın daha sonra temizlenmesi gerekir. Oluşan çapağın kalınlığı farklıdır. Parçanın yüksekliği çapağın kalınlığına göre değişir. Bu yüzden ilkel tipteki kalplar da, yükseklik ölçüsünde tamlık istenen parçaların üretimi zor olur. Diğer başka bir sakıncalı yanı, gereç kitlesinin daha presleme başlar başlamaz birleşme yerinden dışarı çıkmasıdır. Bu nedenle presleme basıncı adsal bir değerde durağan tutulamaz. Bu nedenle bu tip kalıplar yalnız lâstik, fenoplâst, karbomit vb. dolgu maddesiz yapay gereçlerden yassı parçaların üretiminde kullanılır.

Yassı tipte bir kalıp konstrüksiyonu (yukarıda) 1-kalıplama parçası 2-Maça pimi 3-Kalıp alt kısmı 4-Kalıp üst kısmı 5-Kalıp temel plakası 6-İtici Pim 7-Pimleri taşıyan bilezik 8-Bileziği taşıyan itici çubuk
Bu amaçla yassı tipte yapılmış bir kalıp yukarıdaki şekilde gösterilmiştir. Kalıbın alt kısmı (3), temel plâkası (5) üzeirine bağlanmıştır. itici pimler (6) bir bileziğe (7) takılmıştır; itici pimleri taşıyan bilezik (7), temel plâkasından geçen bir itici çubuktan hareket alır.

Yassı tip başka bir kalıp örneği. (Yukarıda) 1-Kalıp alt kısmı 2-temel plakası 3-itici pim 4-köprü(iticileri taşır) 5-itici çubuk(köprüyü taşır) 6-kalıplanan parça 7-Maça 8-Kalıp üst kısmı
Yukarıdaki şekilde görülen takımın konstrüksiyonu da yassı tiptedir. Yassı tip kalplarda, kalıp alt kısmı (3) arasına saçtan bir şablon yerleştirilmiştir. Saç şablonda preslenen parçaya uyan ve itici görevini gören çıkıntılar vardır. Saç şablon presleme sonunda preslenen parça ile beraber dışarı alınır ve parça itilerek saçtan ayrılır. Böyle saç şablonlardan yararlanılarak yapılan yassı tipteki kalpların konstrüksiyonları çok ucuz olduğundan, dış şekillerinde belli bir özellik istemeyen, yani herhangi bir biçimde yapılabilen parçalar için güvenle kullanılabilir. Bu tipteki yassı kalıplar, presleme maddelerinin denenmesinde de kullanılabilir.
Sızdırmaz Tip Pres kalıpları
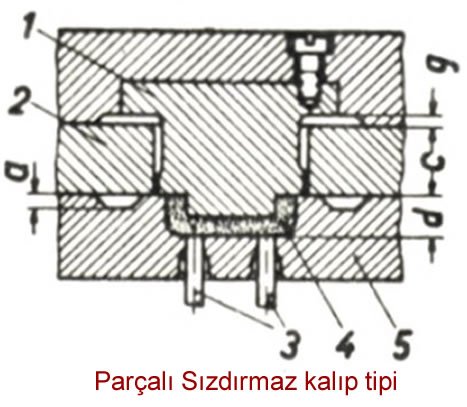
1-Zımba 3-itici 4-Kalıplanan iş parçası 5-Kalıp alt yarısı a-Kalıp üst kısmı ile kalıp boşluğu duvarı arasındaki aralık b-ölü yüzeyin genişliği c-kalıp üst yarısının kılavuzluk yapan kısmının boyu d-Kalıplanan iş parçasının yüksekliği e-Kalıp boşluğunun yüksekliği f-Kalıbın üst kısmındaki aralık

Sızdırmaz tip, en çok kullanılan kalıp tipidir. Bu kalıp tipinin ilkesi yukarıdaki ve aşağıdaki şekillerde gösterildiği gibidir.
Dikkat: f ve g ile gösterilen boşluklar, gereç fazlasının dışarı kaçması içindir.
Kalıp boşluğunun çapı, alt ve üst kalıp yarısında aynıdır.

1-Zımba 3-itici 4-Kalıplanan iş parçası c-kalıp üst yarısının kılavuzluk yapan kısmının boyu
Sızdırmaz Tip Pres Kalıplarının tasarımı
Sızdırmaz tip kalıplarda, kalıplama maddesinin tamamı, kalıp kapanınca kalıp boşluğunda kalır. Bu sırada pres zımbası, birkaç milimetre (büyük kalıplarda birkaç santimetre) kalp alt yarısı içine doğru yol alır. Bu sırada kalıplama maddesinin kaçmasını engellemek için gerekli olan basınç ayarlanır. Esas olarak kalıp boşluğunun üst kısmında, hacmi, kalıplanacak parçaya yetecek kadar gereç alan bir huni vardır. Pres zımbasının doğrusal hareketinde kılavuzluk yapan kısmın boyu olabildiğince kısaltılır. Ayrıca kalıp yarılarının birleştiği yerde çapak oluşumunu engellemek ve fazla gerecin kaçabileceği bir boşluk oluşturmak için, zımba kenarları yuvarlatılır.
1-Zımba 2-Ara plâka 3-itici 4-Kalıplanan iş parçası 5-Kalıp alt yarısı a-Kalıp üst kısmı ile kalıp boşluğu duvarı arasındaki aralık c-kalıp üst yarısının kılavuzluk yapan kısmının boyu d-Kalıplanan iş parçasının yüksekliği g-Kalıbın alt kısmındaki aralık
Preslenen iş parçasının kalıptan dışarı çıkarılmasını kolaylaştırmak amacıyla, kalp boşluğunun çapı üst tarafta biraz daha büyük yapılır. Şekillerin incelenmesinden anlaşılacağı üzere, özellikle yükseklik ölçüsü önemli olan iş parçalarının kalplarında, kalıp alt kısmı pahalıya mal olur. Bu yüzden birçok konstrüktör, kalp boşluğunu oluşturmak için yukarıdaki şekilde görüldüğü gibi bir ara plâkası kullanma yolunu seçer.
Bununla beraber bir çok durumlarda, kalıp boşluğunun çapı, iş parçasının gerçek çapında olan konstrüksiyonlar seçilir. Bu konstrüksiyon şeklinde sakıncalı taraf, iş parçası şeklinin kusursuz olarak elde edilmesi için gerekli olan plâstik gereç miktarının tam olarak hesaplanmasında zorunluk olmasıdır.

Gerekli gereç miktarının tam olarak saptanması pratikte zor olur. Bu yüzden yukarıdaki şekilde gösterilen bir konstrüksiyon şekli seçilir. Kalıp boşluğunun hacmi, belli bir gereç fazlasını da alacak şekilde saptanır. Presleme sırasında fazla gelen gereç üst zımba ile kalıp alt yarısı arasındaki aralığa taşar. (Bu aralığın ölçüsü, a = 1,5 – 3 mm arasında değişir).

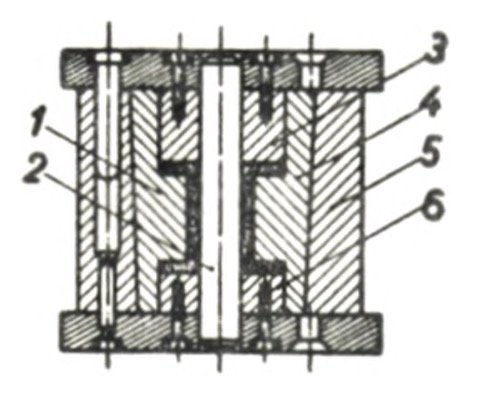
Yukarıdaki şekilde ise tam sızdırmaz tipteki bir kalıbın komple resmi gösterilmiştir. üretim kolaylığı için kalıp alt yarısı parçalı olarak yapılmıştır. Bu tipteki konstrüksiyonlarda kalıp açıldı ğı zaman, iş parçasının kalıp alt yarısında değil, kalıp üst yarısında kalması, yani parçanın zımbadan dışarı alınması sağlanmış olur.
Çalışma sistemi: Kalıp üst yarısı, kalıp alt yarısından dışarı çekilirken birlikte gelen iş parçası, ara plâkanın (6) geri hareketinde zımbadan dışarıya itilerek çıkarılır.
Çeneli Tip Pres Kalıpları
İş parçasının kalıptan kolayca dışarı çıkarılması olanağı bulunmayan durumlarda çeneli tip kalıp konstrüksiyonları tercih edilir. İş parçasında kanallar, delikler ve hareket doğrultusunda delikler ve metalden takma parçalar bulunduğu durumlarda iş parçasının dışarı itilerek çıkarılması olanağı bulunamaz.
1-Sol takma çene 2-Maça 3-Zımba 4-sağ takma çene 5-gömlek 6-plâka
Çeneli Tip Pres Kalıplarının Çalışma Sistemi
Kalıplanan iş parçasının çıkarılması için, her iki takma çenenin (1,4) dışarı çıkarılması ve sökülmesi gerekir. Bu amaçla kalıbın önceden soğutulması gerekir.
Yukarıdaki şematik resim bir uygulama örneğini gösterir. Kalıp esas olarak, gömlek (5), takma çeneler (1,4), zımba (3) ve maçadan (2) oluşmuştur. Gömlek, genellikle bir ısıtma veya soğutma düzeneğiyle donatılır. Presleme sonunda dışarı çıkarılmasını kolaylaştırmak amacıyla alıştırma yüzeyleri konik olarak yapılmıştır. (Koniklik 1 : 5). En kolay uygulama şeklinde takma çeneler, gömleğe hareketli olarak oturur. Bazen çenelerin bir menteşe ile kalıp alt yarısına bağlanması benimsenir ; böylece, zımba ve itici yukarıya doğru harekete geçince, çeneler kendi ağırlığı ile kendiliğinden açılır.

Birçok hallerde de yukarıdaki şekilde görülen hareketli takma çeneler kullanılır. Birbiri içine giren kısımlarda çıkıntı ve uçlar bulunan kalıplar bu tipte yapılır.
Çalışma Sistemi : Presleme sona erince, çene takımı (1) vidalı pim (2) ve çubuk yardımıyle yukarıya doğru itilir. Böylece iş parçasının alt kenarı, kalıbın dışında kalmış olur. Bu sırada zımba (3) dışarı çekilir ve preslenen iş parçası, 1 numara ile gösterilen parçadan çekilip alınır.
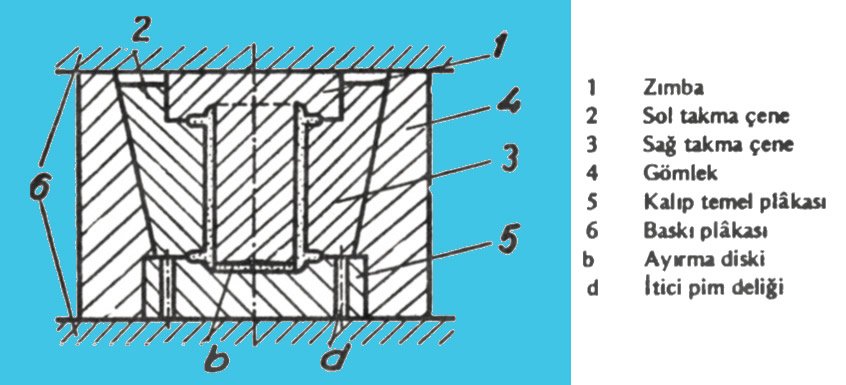
Ayrılma yüzeyi düşey olan çeneli tip bir pres kalıbı (Yukarıda)
Çalışma Sistemi: Ayırma diski (b), plâstik kütlenin ayrılmasını iyileştirmek için, en kalın kısmı ortada olacak şekilde yapılmıştır. Disk daha sonra uzaklaştırılır. Takma çeneler, karşılıklı kılavuzlanacak şekilde yerleştirilmiştir. Bu iş, kılavuz pimler ve takma çeneleri birle şik durumda tutan ortak, helisel bir yayla sağlanır.
Gömlekli Tip Pres Kalıpları
Bu takımların şimdiye kadar açıklanan takımlardan ayrılığı üst zımbanın durağan ve kalıp alt kısmının hareketli olarak düzenlenmesidir. Bundan başka gömlek, kalıp üst yarısı olarak çalışır. Presleme ile kalıplama yöntemi bu tip kalıplarda (Şimdiye kadar açıklanan uygulamaların tersine olarak) aşağıdan yukarıya doğru uygulanır.
