

Bükme, genellikle saç veya şerit malzemelerin bir eksen etrafında şekil değiştirme işlemidir. Saç malzemeler, plâstik şekil değiştirme oranları içerisinde bükme işlemine tabi tutulur. Uygulanan bükme kuvveti parça üzerinden kalkınca, parça kalıcı şeklini korur. Bükme işlemine tabi tutulan parçanın iç yüzeyinde basılma, dış yüzeyinde çekilme gerilimi meydana gelir.

Bununla beraber dış yüzeyde uzama, iç yüzeyde kısalma olur. Çekme ve basma geriliminin sıfır (0) olduğu yer ise, bükülen parçanın tarafsız ekseni üzerindedir. Yukarıdaki şekilde bükülen parçalar üzerinde meydana gelen şekil değiştirme, bükme kavis yarıçapı, bükme açısı ve tarafsız eksen gösterilmektedir.
Bükme Kavis Yarıçapı
Bükme kavis yarıçapı, saç malzemelerin cinsine ve kalınlığına göre değişmektedir. Genellikle, normal tavlama işlemi görmüş malzemeler için bükme kavis yarıçapı (Rı), saç malzeme kalınlığına eşit alınır. Bazen de bükme kavis yarıçapı saç kalınlığının yarısı (T/2) kadar alınabilir. Ancak bu durum, saç malzeme kalınlığı ve hadde yönüne bağlıdır. Ayrıca bükme genişliği de etki etmektedir.
Bükme kavis yarıçapı saç kalınlığının 8 veya daha fazla katı olduğu zaman, minimum bükme kavis yarıçapına bükülen parça genişliği etki etmektedir.

Bükme kavis yarıçapına etki eden bükme genişliği bağıntısı alüminyum 2024 ve 7075 malzemeler için yukarıdaki şekilde gösterilmektedir.
Şerit Malzeme Eğim Açısı
Saç veya şerit malzemelerin hadde yönündeki bükme işleminde, bükme kavis yarıçapı (R1) sınırlıdır. Hatalı bükmeyi önlemek için şerit malzeme, saç levha hadde yönüne göre belli bir eğim açısı altında kesilir. Hadde yönüne göre şerit malzeme eğim açısı φ büyütülebilir. Genellikle hadde yönüne dik bükme en çok uygulananıdır, ancak bazı malzemelerde ve kavis yarıçapı küçük bükmelerde mümkün olmayabilir.
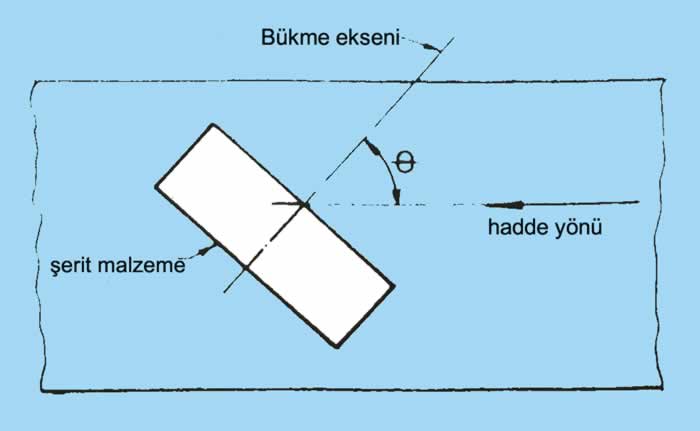
Yukarıdaki şekilde şerit malzeme eğim açısı gösterilmektedir.

Malzemenin cinsine göre şerit malzeme eğim açısı değerleri
Tarafsız Eksen
Saç malzeme bükmeye zorlandığı zaman dış yüzeylerde çekilme, iç yüzeylerde basılma gerilimleri meydana gelir. Basılma geriliminin bulunduğu yüzeyde kısalma, çekilme geriliminin bulunduğu yüzeyde ise uzama meydana gelir. Basılma ve çekilme gerilimleri arasında kalan ve uzama veya kısalmaya uğramayan eksene, tarafsız eksen denir.

Yukarıdaki şekilde bükme işlemi gören parça, bu parçaya ait uzama, kısalma ve tarafsız eksen gösterilmektedir.

Bükme kavis yarıçapına bağlı olarak tarafsız eksen, bükme kavis yüzeyine doğru bir miktar yer değiştirir. Bu yer değiştirme miktarı ve özellikleri yukarıdaki şekilde gösterilmektedir.
Bükme işlemine tabi tutulan saç malzemenin tarafsız ekseni, genellikle iç yüzeye doğru saç malzeme kalınlığının 4/10’ü kadar yer değiştirir. Bu yer değiştirme ‘miktarı şu şekilde açıklanabilir.
- Saç malzeme kalınlığı sabit, bükme kavis yarıçapı azalıyorsa, tarafsız eksen iç yüzeye doğru yer değiştirir.
- Bükme kavis yarıçapı sabit, saç malzeme kalınlığı artıyorsa, tarafsız eksen iç yüzeye doğru yer değiştirir.
- Saç malzeme kalınlığı ve bükme kavis yarıçapı sabit, bükme açısı artıyorsa, tarafsız eksen iç yüzeye doğru yer değiştirir.
Geri Esneme Miktarı
Bükme kalıplarında geri esneme konusunun detaylarını ve geri esneme miktarının hesaplanması konusunu aşağıda verilen sayfada detaylı olarak bulabilirsiniz.
BKNZ: Bükme kalıplarında Geri Esneme Miktarının Hesaplanması
Bükme kalıbı tasarımı ile ilgili video
