

Makine teknolojisi bölümü çalışmalarınızda kullanabileceğiniz Cnc örnek programlar ve uygulamalar.Cnc Freze programlama örnekleri.Cnc freze parça işleme örnekleri
Cnc freze programlama örnekleri
Cnc frezeleme örnek programlar.
Öğretmenler sınav hazırlarken ,ödev verirken .CNC eğitimine başlayanlar ve operatörlük eğitimine başlayanlar ise öğrendiklerini pekiştirmek amacıyla örnek programlardan faydalanabilirler.
Delik delme kılavuz çekme
Delik delme örnek program
G81 X...Y...Z...R...F...K...
X-Deliğin x eksenindeki koordinatı
Y-Deliğin y eksenindeki koordinatı
Z-Delik derinliği
R-Hızla geri çıkma noktası
F-İlerleme miktarı
K-tekrar sayısı
00070
N0005 G54
N0010 T0505 G94:
N0015 S1500 M03 M08:
N0020 G90 X0 Y0:
N0025 G00 G43 Z50 H03:
N0030 Z5:
N0035 G81 X50 Y50 Z-30 R6 F100:
N0040 X100:
N0045 X150:
N0050 X200
N0055 Y100:N0060 X150:
N0065 X100:
N0070 X50:
N0075 Y150:
N0080 X100:
N0085 X150:
N0090 X200:
n0095 G80:
N0100 G00 Z100:
N0105 X0 Y0:
N0110 M05 M09
N0115 M30:Delik sonunda Bekleme örnek program
G82 X...Y... Z...R... P... F... K...
X - Deliğin X eksenindeki koordinatı
Y - Deliğin Y eksenindeki koordinatı
Z - Delik derinliği
R - Hızla geri çıkma noktası
P - Delik sonunda bekleme süresi (Milisaniye)
F - İlerleme miktarı
K —Tekrar sayısı
00080
N0005 G54:
N0010 T0505 G94
N0015 S1500 M03 M08:
N0020 G90X0 Y0:
N0025 G00 G43 Z50 H03:
N0030 Z5:
N0035 G82 X50 Y50 Z30 R5 P1000 F100:
N0040 X100:
N0045 X150:
N0050 X200:
N0055 Y100:N0060 X100:
N0065 Y150:
N0070 X100:
N0075 X150:
N0080 X200:
N0085 G80:
N0090 G00Z100:
N0095 X0 Y0:
N0100 M05 M09:
N0105 M30:Cnc frezede gagalamalı delik delme örnek program
Cnc Freze Program örneğindeki harflerin açıklaması: G83X... Y... Z... R... Q...F... K...
X - Deliğin X eksenindeki koordinatı
Y - Deliğin Y eksenindeki koordinatı
Z -Delik derinliği
R - Hızla geri çıkma noktası
Q - Gagalama miktarı
F - İlerleme miktarı
K -Tekrar sayısı
00090:
N0005 G54:
N0010 T0505 G94:
N0015 S1500 M03 M08:
N0020 G90X0 Y0:
N0025 G00 G43 Z50 H03:
N0030 Z5: N0090 X200
N0035 G81 X50 Z-30 R5 Q5 F100:
N0040 X100:
N0040 X150:
N0050 X200:
N0055 Y100N0060 X150:
N0065 X100:
N0070 X50:
N0075 Yİ 50
N0080 X100:
N0085 X150:
N0090 G80:
N0100 G00Z100:
N0105 X0 Y0:
N0110 M05 M09:
N0115 M30:
Cnc frezede Kılavuz çekme örnek program
Cnc Freze Kılavuz çekme örnek
programdaki harflerin açıklaması:G84 X...Y...Z...R...P...F...K
X: Deliğin X eksenindeki koordinatı
Y : Deliğin Y eksenindeki koordinatı
Z: Vida boyu
R: Hızla geri çıkma noktası
P : Vida sonunda bekleme süresi
F : Vida adımı
K: Tekrar sayısı00090
N0005 G54:
N0010 T0808 G94:
N0015 S200 M03 M08:
N0020 G90 X0 Y0:
N0025 G00 G43 Z50 H03:
N0030 Z5:
N0035 G84 X50 Y50 Z-30 R5 P100 F1:
N0040 X100:
N0045 X150:
N0050 X200:
N0055 Y100:N0060 X150:
N0065 X100:
N0070 X50:
N0075 Y150:
N0080 X100:
N0085 X150:
N0090 X200:
N0095 G80:
N0100 G00 Z100:
N0105 X0 Y0:
N0110 M05 M09:
N0115 M30:Çember üzerine eşit aralıklarla delik delme örnek program
00110:
M0005 G54:
M0010 T0101 G94:
N0015 S1800 M03 M08:
N0020 G90X0 Y0:
N0025 G00G43 Z50 H01:
N0030 Z5:
N0035 G81 X50 Y75 Z30 R5 F150:
N0040 G34X125 Y100 N10:
N0045 G00Z50:
N0050 G80:
N0055 G00X0 Y0:
N0060 G80:
N0065 M05 M09:
N0070 M30: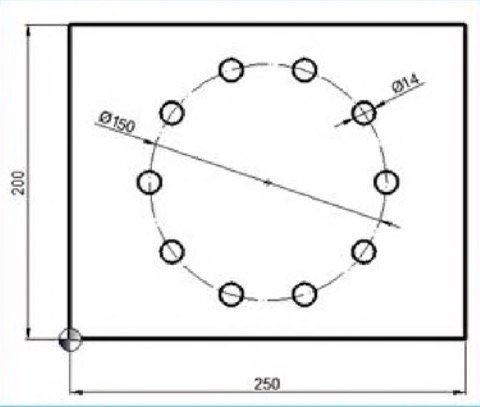
Cnc Freze çember üzerine eşit aralıklarla delik delme örnek programdaki harflerin açıklaması:
I – Çember merkezinin X ekseninde orjine olan mesafesi
J – Çember merkezinin Y ekseninde orjine olan mesafesi
N – Delik sayısı
Cnc freze örnek programlama Çember üzerine delik delme
Aşağıda verilen şeklin çap 24 olan delikleri 16mm derinliğinde delmek için örnek programlama
O1453 (ORNEK11)
N010 G91 G28 X0 Y0 Z0
N020 M06 T01
N030 M03 S1000
N040 G90 G54 G43 H1
N050 G52 X100 Y100
N060 G00 X0 Y0
N070 G00 Z5
N080 G16
N090 G81 X80 Y45 Z-16 R2 F200
N100 Y135
N110 Y225
N120 Y315
N130 G15
N140 G52 X300 Y100
N150 G00 X0 Y0N160 G16
N170 G81 X80 Y45 Z-16 R2
N180 Y135
N190 Y225
N200 Y315
N210 G15
N220 G28 Z0
N230 M30Cnc frezede Delik delme örnek program 2
Aşağıda şekildeki parçanın ortasındaki delik 12 lik matkapla, kenarlardaki delik 6 lık matkapla delinecektir. Delik yüksekliği 15 mm. Buna göre CNC programını yazınız.
O1234 (ÖRNEK1);
N00 G90 G54 G40 G80 G21
N010 M6 T1 (12 MATKAP)
N020 M03 S1000
N030 G00 X0 Y0
N040 Z5 G43 H1
N050 G01 Z-15 F400
N060 G28 Z0
N070 M6 T2 (6 MATKAP)
N080 M03 S1600
N090 G00 X-22 Y -17
N100 Z5 G43 H2
N110 G01 Z-15 F400
N120 G00 Z5
N130 Y17
N140 G01 Z-15
N150 G00 Z5
N160 X22
N170 G01 Z-15
N180 G00 Z5
N190 Y-17
N200 G01 Z-15
N210 G28 Z0
N220 M05
N230 M30
Cnc freze örnek uygulamalar – cep frezeleme
Dikdörtgen Cep frezeleme örnek program

X - Cebin solt alt köşesinin X eksenindeki koordinatı
Y - Cebin solt alt köşesinin Y eksenindeki koordinatı
L - X ekseninde cebin uzunluğu (Length)
W - Y ekseninde cebin uzunluğu (Width)
Z - Cep derinliği
R - Hızla yaklaşma mesafesi
Q - Kesicinin sonraki talaş için yana kayma miktarı
D - Z ekseninde her paso için dalma miktarı (Depth)
F - Kesici takım ilerleme miktan (Feed)G24 X... Y... L... W... Z... R... Q... D... F...
T0303 - 12 mm parmak freze
00050;
N0005 G54
N0010T0303 G94:
N0015 S1500 M03 M08;
N0020 G90 X0 Y0;
N0025 G00 G43 Z50 H03:
N0030 Z5;
N0035 G 24 X20 Y20 L80 W162 Z 10 R3 Q6 D3 F125;
N0040 G24 X120 Y20 L110 W50 Z-10 R3 Q5 D3 F125:
N0045 G24 X120 Y90 L110 W92 Z-10 R3 Q6 D3 F125;
N0050 G00Z100;
N0055 XO Y0; N0060 M05 M09; N0065 M30:Dairesel cep frezeleme örnek program
O0060
N 0005 G54
N0010 T0202 G94
N0015 S1500 M03 M08
N0020 G90 X0 Y0
N0025 G00 G43 Z50 H03:
N0030 Z5:
N0035 G25 X35 Y100 I125 J100 Z-10 R3 Q5 D3 F150;
N0040 G00 X125 Y100
N0045 Z-5;
N0040 G25 X75 Y100 I125 J100 Z-20 R-8 Q5 D3 F150
N0050 G00 Z100
N0055 X0 YO;
N0060 M05 M09;
N0065 M30; 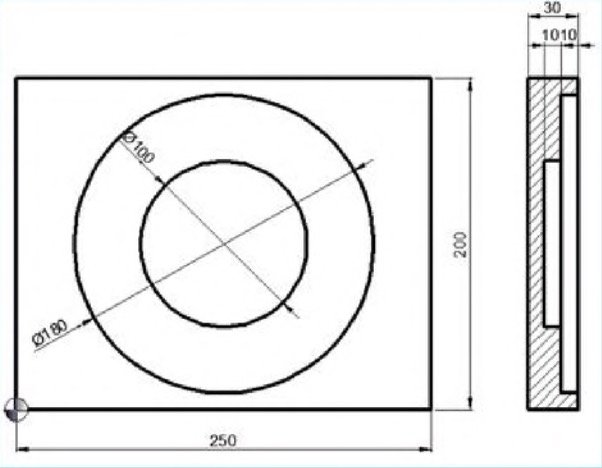
Cnc frezede Dairesel cep frezeleme örnek programdaki harflerin açıklaması:
X – Çember üzerindeki bir noktanın X eksenindeki koordinatı
Y – Çember üzerindeki bir noktanın Y eksenindeki koordinatı
I – Çember merkezinin X ekseninde orijine olan mesafesi
J – Çember merkezinin Y ekseninde orijine olan mesafesi
Z – Cep derinliği
R -Hızla yaklaşma mesafesi
Q – Kesicinin bir sonraki talaş için yana kayma miktarı
D -Z ekseninde her paso için dalma miktarı (Depth)
F -Kesici takım ilerleme miktan (Feed)T0202 — 10 mm parmak frezeCnc freze örnek uygulamaları – Alt program
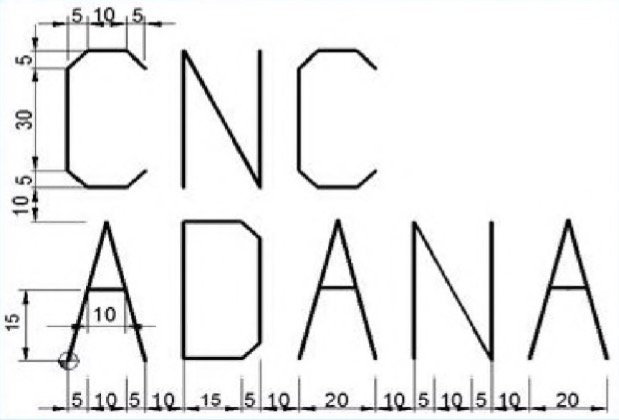
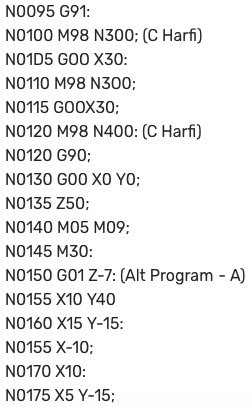
M99-Alt program sonu
Alt programlar Eklemeli (G91) olarak yazılır.Her harf sol alt köşesinden başlar ve sol alt köşede biter.



Bu çevrim kodları mitsubishi icinde geçerli mi yoksa fanuc da mi geçerli acaba
Aynen bir bilgilendirseniz fanuc sistemi içinmi bu
Bari takım çapını yazsaydınız hiç değilse ne yaptığınızı anlayabilirdik.daire boşalmada sol alt köşe sıfır başlangıç yeri x 35 demişsiniz nasıl oluyor merkeze kaydırsanız x125 y100 olmuyormu??