

Makine teknolojisi Cnc tornalama çevrimleri bölümünde bu yazımızda boyuna tornalama çevrimi konusuna değineceğiz.
G90 Silindirik iç çap dış çap işleme çevrimi (Tek kademe)
G90 komutu ile başlama noktasından hızlı ilerleme ile hareket başlar.Verilen kesme hızı ile (F),istenen noktalar arasında tornalama işlemi yapıldıktan sonra hızlı ilerleme ile başlangıç noktasına dönülür.
G90 komutu kalıcı komutlardandır.Bir defa kullanıldıktan sonra iptal etmedikçe tekrar yazmak gerekli değildir.Sadece x değerini değiştirerek çevrim tekrarlanır.
Çevrim komutu ile işlem tamamlandıktan sonra aynı gruptan başka bir G kodu ile iptal edilir.(Örneğin G00 komutu ile)
G90 boyuna tornalama çevriminde kullanılacak T,S ve M fonksiyonları çevrim başlatılmadan önce kullanılmalıdır.

G90X… Z… F…
X: X yönünde birinci paso son noktası
Z: Döngü boy Z ölçüsü
F: Kesici ilerlemesi (kalıcı bir G kodudur. pasolar bittikten sonra başka bir hareket g kodu ile iptal edilebilir)
ÖRNEK
G90 X36 Z-20 F0.1
X32
X28
X25
G90 Silindirik iç çap dış çap işleme çevrimi örneği
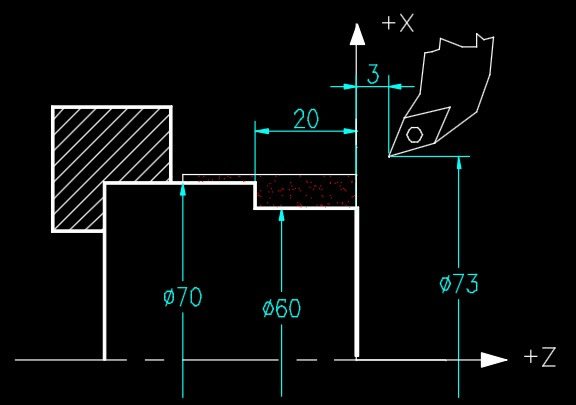
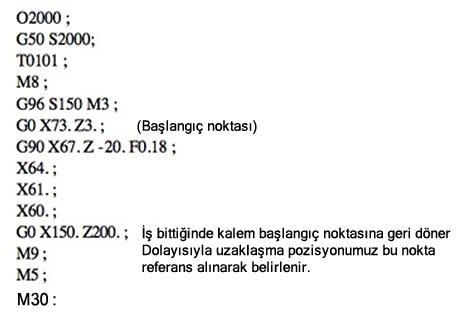
Yukarıda resmi verilen parçayı 1 nolu kalemi kullanarak, sabit kesme hızı
(150 m/dak) ve ilerleme F0.18 mm/devir şeklinde işleme şartlarında işleme programı:
G90 kodunun iç çap işlemede kullanılması

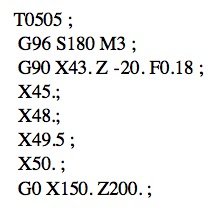
G90 kodu ile ilgili olarak bu sefer de bu komutun delik içinde işleme operasyonlarında nasıl kullanılabileceğine ilişkin bir örnek verelim
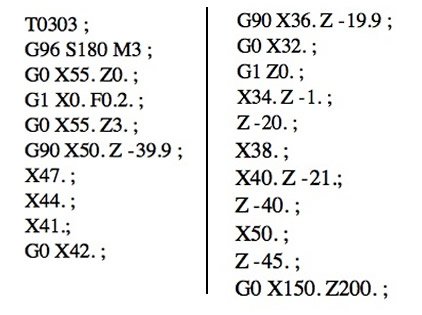
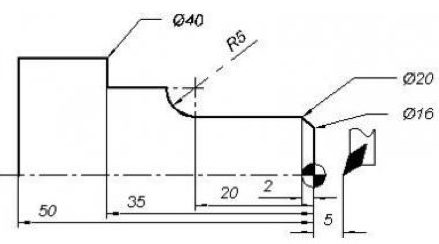
G90 boyuna tornalama çevrimi örneği
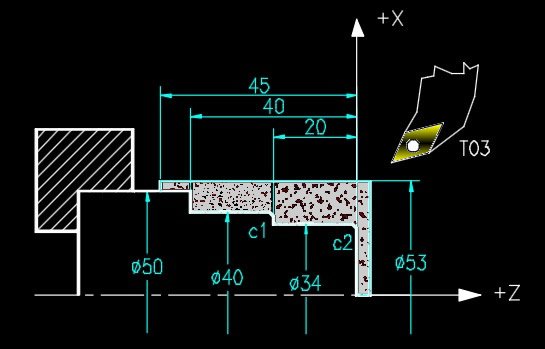
Yukarıda verilen parça biraz daha detaylı bir örnek olarak verilmiştir. Bu tür bir parçada G90 kodunun nasıl kullanılabileceğini ve parçanın ne sekilde işlenebileceğini kodlardan çıkarmaya çalışınız.
G71 Dış Çap Kaba Talaş kaldırma çevrimi (Eksene Paralel Tornalama)
G71 yüzey tornalama çevrimi hem X ekseni hem de Z ekseni boyunca tek yönlü değişen bir profile sahip şekillerin işlenmesinde kullanılır.
Programda finiş profili tanımlandıktan sonra kaba tornalama paso hareketleri otomatik olarak yapılır. X ekseninde U2, Z ekseninde ise W kadar finish paso payı kalır.
G71 çevriminden sonra G70 çevrimi ile bu bırakılan finiş payı da alınarak işlem tamamlanır.

Çevrimin Açıklaması:
G71 U(1)… R…
G71 P… Q… U(2)…W… F…
U(1): Her kademedeki çapta paso miktarı
R : Her pasodan sonra geri çekilme miktarı
P: Finish pasosu ilk satır numarası
Q: Finish pasosu son satır numarası
U(2): Çapta finish paso miktarı
W: Alında finish paso miktarı
F: Çevrim süresince kesme ilerlemesi
G70 – FINISH PASO ÇEVRİMİ
G71 – G72 – G73 çevrimlerinden sonra bırakılmış olan finiş paso miktarlarını temizlemek için kullanılır.

G70 P… Q…
P:Finish pasosu ilk satır numarası
Q:Finish pasosu son satır numarası
G70 Örnek program :


Emeği gecen herkese teşekkürler.Faydalı bir çalışma olmuş.