

Makine teknolojisi Cnc tornalama çevrimleri bölümünde bu yazımızda Alın tornalama çevrimi konusuna değineceğiz. G94-G72 ve G70 kodlarının kullanımına örnekler vereceğiz.
Alın tornalama çevrimi (G94- G72)
G94 Tek kademede alın tornalama çevrimi
G94 Fanuc kontrol ünitelerinde düz veya konik alın tornalama döngüsüdür.
G94 komutu ile başlama noktasından hızlı ilerleme ile hareket başlar.Verilen F ilerleme miktarı ile istenen noktalar arasında tornalama işlemi yapıldıktan sonra hızlı ilerleme ile tekrar başlama noktasına dönülür.
G94 komutu kalıcı komutlardandır. Bir defa kullanılınca iptal etmedikçe tekrar yazmaya gerek olmaz .Sadece Z değerini değiştirmekle Alın tornalama çevrimi tekrarlanır .
Çevrim komutu ile işlem bittikten sonra aynı gruptan başka bir G komutu ile iptal edilir.(Örneğin G00 komutu ile )
G94 tornalama çevriminde kullanılan T, S ve M fonksiyonları çevrim başlamadan önce kullanılmalıdır.
G94 Alın tornalama (Tek paso)
G94 X… Z… F…
X: Döngü dış X ölçüsü
Z: Z yönünde birinci paso son noktası
F : Kesici ilerlemesi (Kalıcı bir G kodudur.
pasolar bittikten sonra başka bir hareket G kodu ile iptal edilebilir.
ÖRNEK:
G94 X42 Z2 F0,1
Z1
Z0
G72 Alında kaba talaş çevrimi (Eksene dik tornalama)
G72 Alın tornalama çevrimi hem X ekseni hem de Z ekseni boyunca tek yönlü değişen bir profile sahip
şekillerin işlenmesinde kullanılır.Programda finiş profili tanımlandıktan sonra kaba tornalama paso hareketleri otomatik olarak yaratılır.
X ekseninde U , Z ekseninde W(2) kadar finiş paso payı kalır.
G72 çevriminden sonra G70 çevrimi ile bu bırakılan finiş pasosu da alınarak işlem tamamlanır.
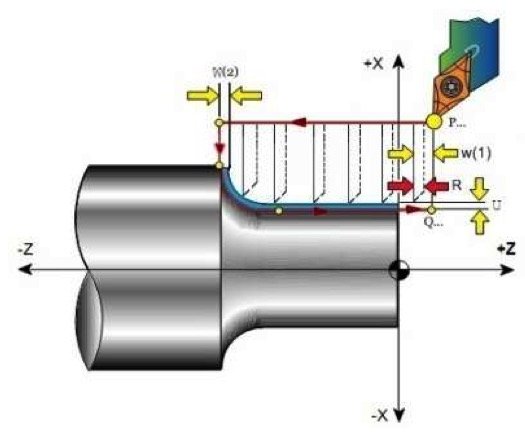
G72 W(1) … R…
G72 P… Q… U…W(2)…F…
W(1): her kademedeki alında paso miktarı
R:Her pasodan sonra geri çekilme miktarı
P:Finiş pasosu ilk satır numarası
Q: Finiş pasosu son satır numarası
U:Çapta finiş paso miktarı
W(2):Alında finiş paso miktarı
F: Çevrim süresince kesme ilerlemesi
G70 – FİNİŞ PASO ÇEVRİMİ
G71 – G72 – G73 çevrimlerinden sonra bırakılmış olan finiş paso miktarlarını temizlemek için kullanılır.

G70 P… Q…
P: Finiş pasosu ilk satır numarası
Q: Finiş pasosu son satır numarası
G70 örnek programlama
N010 G28 U0 W0
N020 G50 S2000
N030 G54
N040 T0101 (kaba talaş kalemi)
N050 G96 S140 M04 M08
N060 G00 X42 Z05
N070 G72 W3 R0.5
N080 G72 P90 Q180 U0.3 W0.15 F0.4
N090 G00 X0
N100 G01 Z0 F0.2 (F değeri G70için)
N110 X16
N120 X20 Z-2
N130 Z-20N140 G02 X30 Z-25 R5
N150 G01 Z-35
N160 X40
N170 Z-50
N180 X42
N190 G00 X200 Z200
N200 T0202 (Finiş talaş kalemi)
N210 S90 M04 M08
N220 G00 X42 Z5
N230 G70 P90 Q180
N240 G28 U0W0
N250 M05 M09
N260 M30
N010 , N020
bu kodlar ne işe yarıyor
Onlar sadece sıra numarası. 1.satır 2.satır gibi düşünün
Çok güzel teşekkürler