
 çevrimi Konu Anlatımı")
CNC (Bilgisayarlı Sayısal Kontrol) tezgâhlarında üretim yapılırken bazı işlemler sürekli tekrar eder. Örneğin bir parçaya derin bir delik açarken matkabın sürekli ilerleyip geri çekilmesi gereklidir. Eğer bu hareketleri tek tek programlamak zorunda kalsaydık, programlar çok uzun ve karmaşık olurdu.
Bu sorunu çözmek için çevrim adı verilen hazır komutlar kullanılır. Bu komutlardan biri de G74 Delik Delme Çevrimidir. Fanuc kontrollü CNC tornalarda G74, özellikle kademe kademe (peck drilling) delik delme işlemlerinde kullanılır
G74 Nedir. Neden Kullanılır?
G74, matkabın belirli bir miktar ilerledikten sonra kısa bir mesafe geri çekilip talaşı kırmasını sağlayan otomatik bir delik delme çevrimidir.
Basitçe çalışma mantığı:
İlerle → Geri çekil → İlerle → Geri çekil → İlerle…
Bu hareket hedef derinliğe ulaşıncaya kadar devam eder.

G74 Neden Kullanılır?
Eğer matkap tek seferde derin deliğe girerse;
- Talaş sıkışabilir.
- Matkap kırılabilir.
- Kesici takım aşırı ısınabilir.
- Delik kalitesi bozulabilir.
G74 Kodu Sayesinde;

G74 Nasıl Çalışır?
Örneğin 60 mm derinliğinde bir delik açılacak olsun.
Matkap:
10 mm ilerler.
↓
Bir miktar geri çekilir.
↓
Tekrar 10 mm ilerler.
↓
Yine geri çekilir.
↓
60 mm derinliğe ulaşıncaya kadar devam eder.G74 Yazım Formatı
Fanuc CNC tornalarda temel kullanım şöyledir:
G74 R...
G74 Z... Q... F...Parametrelerin anlamı
| Kod | Anlamı |
|---|---|
| G74 | Delik delme çevrimi |
| R | Geri çekilme miktarı |
| Z | Deliğin son derinliği |
| Q | Her ilerleme miktarı |
| F | İlerleme hızı |
G74 Kodu Örnek Program
Bir parçaya 50 mm derinliğinde delik açalım.
N10 T0505
N20 G97 S600 M03
N30 G00 X0 Z2
N40 G74 R1
N50 G74 Z-50 Q10000 F0.15
N60 G00 X100 Z100
N70 M30Programın Açıklaması
N10 T0505
5 numaralı matkap takımı seçilir.
N20 G97 S600 M03
- G97 : Sabit devir
- S600 : 600 dev/dk
- M03 : Saat yönünde dönme
N30 G00 X0 Z2
Matkap parçaya yaklaşır.
N40 G74 R1
Her kademe sonunda matkap 1 mm geri çekilir.
N50 G74 Z-50 Q10000 F0.15
- Z-50 : 50 mm derinlik
- Q10000 : Her adımda 10 mm ilerleme
- F0.15 : İlerleme miktarı
N60
Takım güvenli bölgeye çekilir.
N70
Program sonlanır.
G74 Kullanırken Dikkat Edilecek Noktalar
- Matkap doğru seçilmelidir. Delik çapına uygun takım kullanılmalıdır.
- Devir ve ilerleme uygun olmalıdır. Çok yüksek hız takım kırılmasına neden olabilir.
- Soğutma sıvısı kullanılmalıdır. Derin deliklerde takım ömrünü artırır.
- Talaş tahliyesi önemlidir. G74’nin en önemli amacı talaş birikmesini önlemektir.
G74 ile G01 Arasındaki Farklar
| G01 | G74 |
|---|---|
| Sürekli ilerleme | Kademe kademe ilerleme |
| Talaş kırılmaz | Talaş otomatik kırılır |
| Derin deliklerde riskli | Derin delikler için uygundur |
| Programcı tüm hareketleri yazar | Makine çevrimi otomatik yapar |
Günlük Hayattan Bir Benzetme Yapalım;
Uzun bir tünel kazdığınızı düşünün.
G01 yöntemi: Hiç durmadan kazmaya çalışırsınız.
G74 yöntemi: Biraz kazarsınız, çıkan toprağı temizlersiniz, sonra tekrar kazarsınız.
Toprağı temizleyerek çalışmak işi daha güvenli ve verimli hâle getirir. G74 de CNC tezgâhında aynı mantıkla çalışır.
Konu Özeti
G74 Delik Delme Çevrimi, CNC tornalarda kullanılan hazır bir delik delme komutudur. Özellikle derin deliklerde matkabın belirli aralıklarla geri çekilerek talaş kırmasını sağlar. Böylece takım ömrü uzar, iş parçası daha kaliteli işlenir ve program yazımı kolaylaşır. G74 çevrimi; R (geri çekilme), Z (delik derinliği), Q (kademe miktarı) ve F (ilerleme) parametreleriyle kontrol edilir ve modern CNC üretiminde verimli delik işleme yöntemlerinden biridir.
Konu İle İlgili Çalışma Soruları
Cevap: Derin delik delme işlemlerinde talaşları kırarak takımın güvenli ve verimli çalışmasını sağlamaktır.
Q parametresi neyi ifade eder? Cevap: Matkabın her adımda ilerleyeceği (kademe) miktarını belirtir.
Cevap: Takımın aşırı ısınmasını ve zorlanmasını azaltarak ömrünü uzatır.
Cevap: G01 sürekli ilerleme yaparken, G74 talaş kırmak için kademeli ilerleme ve geri çekilme hareketleri yapar.
Cevap: Talaş sıkışmasını önlediği, matkabın kırılma riskini azalttığı ve daha kaliteli delikler açılmasını sağladığı için tercih edilir.
UYGULAMA SORUSU – G74 Delik Delme Çevrimi
Aşağıda teknik resmi verilen mil parçasına CNC torna tezgâhında delik delme işlemi yapılacaktır. İş parçasının ön yüzünden eksenel olarak delik delinecektir.
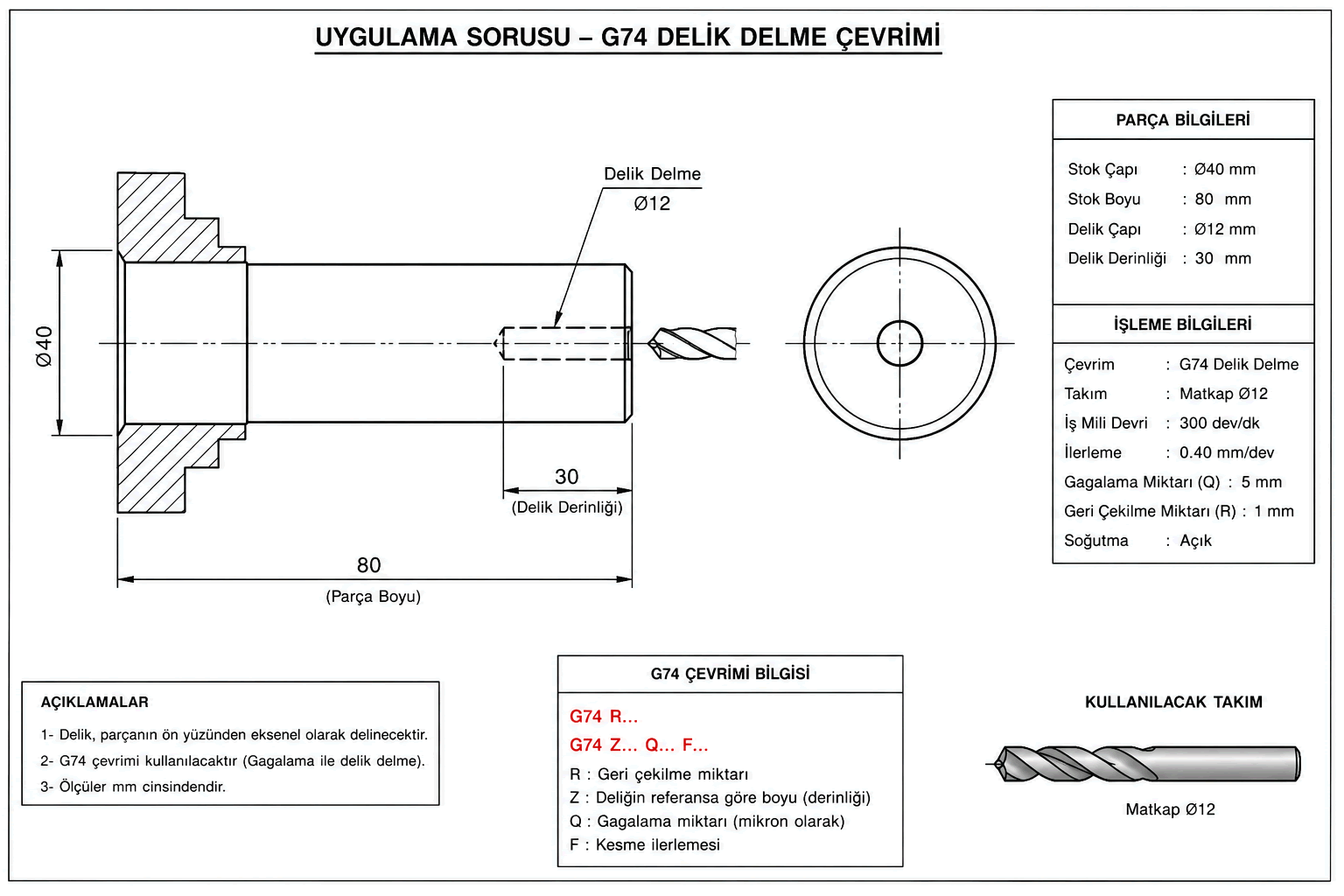
Parça Bilgileri
Stok Ölçüleri:
- Çap: Ø40 mm
- Boy: 80 mm
İşlem Bilgileri:
- Kullanılacak takım: Matkap
- İş mili devri: 300 dev/dk
- İlerleme: 0,40 mm/dev
- Delik derinliği: 30 mm
- Gagalama miktarı: 5 mm
- Geri çekilme miktarı: 1 mm
Soru 1
Yukarıdaki işlem için neden G74 delik delme çevrimi tercih edilir? Kısaca açıklayınız.
✅ Cevabı görmek için tıklayınız
Derin deliklerde talaş kırmak, takımın zorlanmasını azaltmak ve daha güvenli delik delmek için kullanılır.Soru 2
Aşağıdaki G74 parametrelerinin görevlerini yazınız.
| Parametre | Görevi |
|---|---|
| R | …………….. |
| Z | …………….. |
| Q | …………….. |
| F | …………….. |
✅ Cevabı görmek için tıklayınız
R: Geri çekilme miktarı.Z: Deliğin son derinliği.
Q: Her gagalamadaki ilerleme miktarı (mikron cinsinden).
F: Kesme ilerlemesi.
Soru 3
Verilen işlem şartlarına göre aşağıdaki eksik CNC programını tamamlayınız.
%
O7400
N010 G28 U0 W0
N030 G54
N040 T0404
N050 G97 S300 M03 M08
N060 G00 X0 Z5
N070 G74 R____
N080 G74 Z____ Q____ F____
N090 G28 U0 W0 M05 M09
N100 M30
%✅ Cevabı görmek için tıklayınız
N070 G74 R1N080 G74 Z-30 Q5000 F0.4
Soru 4
Programda bulunan aşağıdaki kodların görevlerini yazınız.
| Kod | Görevi |
|---|---|
| G54 | ……………… |
| T0404 | ……………… |
| G97 | ……………… |
| M03 | ……………… |
| M08 | ……………… |
| M30 | ……………… |
✅ Cevabı görmek için tıklayınız
G54: İş parçası sıfır noktası.T0404: 4 numaralı takım ve ofset seçimi.
G97: Sabit devir modu.
M03: Saat yönünde iş mili dönüşü.
M08: Soğutma sıvısını açar.
M30: Programı bitirir ve başa döndürür.
Soru 5
G74 komutu yerine matkap tek seferde 30 mm derinliğe inseydi ne gibi sorunlarla karşılaşılabilirdi?