

Tornada Delik Delme
Tornada iş parçalarının bazı işlemler için alın yüzeylerine delik delinir. Bu işlemler, uzun parçaları desteklemek için punta delikleri, kılavuz çekmek ve raybalamak için delikler veya delik tornalama ve iç fatura tornalamak için delinen deliklerdir.
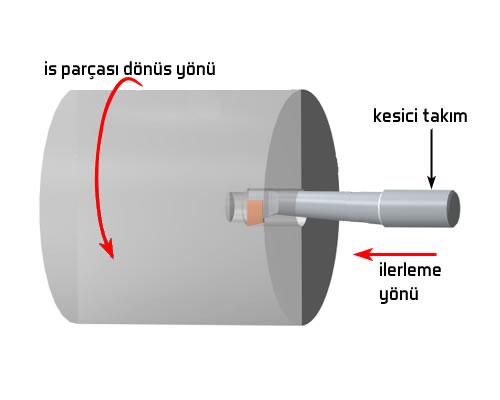
Torna tezgâhında delik delme işlemi, matkap tezgâhında olduğu gibiyse de tornada delerken matkap yerine parça döner. Torna tezgâhına matkaplar genelde iki şekilde bağlanırlar.
1- Mandrenle 2-Doğrudan gezer puntaya
Mandrenle bağlama
Mandren küçük ve orta çaplı matkapların (Ø1-16mm) bağlanmasında kullanılan araçlardır. Mandrene bağlanabilecek en küçük ve en büyük çap ölçüleri mandren üzerinde yazılıdır. Mandrenin gezer punta kovanındaki konik deliğe (mors koniği) uyan bir sapı vardır. Mandren gezer puntanın konik deliğine doğru itilince, bu konik sap deliğe oturur ve mandren bağlanmış olur. Ancak mandrenin konik sapı, gezer puntanın konik deliğinden küçükse bu gibi durumlarda bağlamak için uygun mors kovanlarından yararlanılır.
Mors Kovanıyla Doğrudan Gezer Puntaya Bağlama
Ø16 dan sonra matkaplar eğer konik saplı iseler doğrudan , düz saplı iseler, mors kovanı yardımıyla gezer puntaya bağlanırlar. Tornada delik delmeden önce matkaba kılavuzluk yapması için işin alnına bir punta deliği delinir veya kalem ile işin alının küçük bir havşa açılır.
Konuyla İlgili olarak Bknz: Tornada Punta Deliği (Punta yuvası) Açma
Tornada Delik Delme İşlem Sırası
İş parçası aynaya işe uygun şekilde bağlanır.
Mandren gezer puntaya takılır, punta matkabı da mandrene bağlanır.
Punta matkabı çapına uygun tezgâha devir sayısı ayarlanır.
Tezgâh çalıştırılır. Gezer punta tekerleğini el ile döndürerek punta matkabı yaklaştırılır.

Punta matkabı yavaş yavaş ilerletilerek, matkabın başlaması için bir kılavuz deliği açılır.
İstenilen ölçüdeki matkabı mandren yardımı ile veya direk olarak gezer punta kovanına bağlanır.
Matkap çapına uygun devir sayısı seçilir.
Gezer punta ilerletme tekerini çevirerek matkap işe daldırılır.
Not: Delme işlemi yapılırken soğutma sıvısı kullanılır. Derin delikleri delerken matkap sık sık dışarıya çıkartılır.
Tornada Delme Devir Sayısı Hesabı
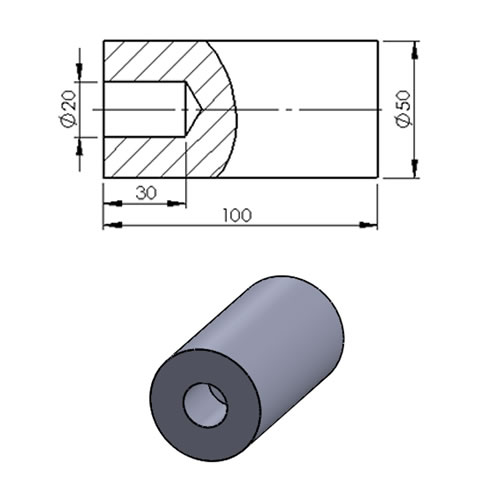
Örnek: Ø50×100 mm olan iş parçasına Ø20x30mm kör delik delinecektir. Kesme hızı V=20m/dk buna göre devir sayısını hesaplayınız. (Kullanılacak matkap çapları ise Ø5–11–20)
V= π . d . n / 1000
n= (V.1000) / 3,14 . d
n= (20.1000) / 3,14 .d
n1= 20000 / 3,14 . 5 = 1280 dev/dk
n2= 20000 / 3,14 . 11 =580 dev/dk
n3= 20000 / 3.14 . 20.=320 dev/dk
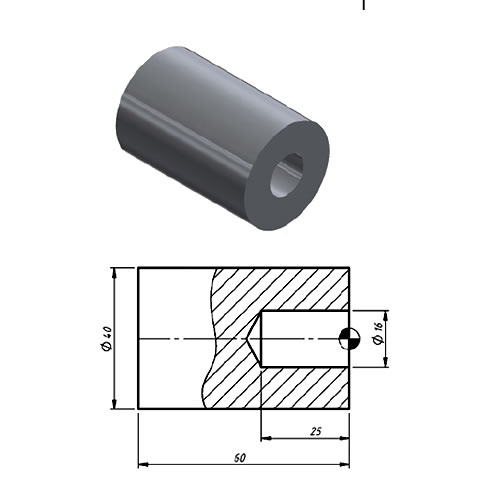
Delik Tornalama – Delik Büyütme
Bir deliğin delik kalemiyle büyütülmesi işlemidir. Delik tornalamak için parça üzerindeki deliğin kalemin girmesine elverişli olacak şekilde büyük olmalıdır ve deliğin ölçünde işleyecek malzeme payı bulunmalıdır.
Delik torna ederken kalemin titreşimini önlemek için deliğe serbestçe girebilecek en büyük delik kalemi kullanılmalıdır. Deliklerin ince işlenmeleri raybalanmaları için istenilen ölçü payı bırakmak mümkündür.
Delik Tornalamada İşlem Sırası
1. İş aynaya salgısız olarak bağlanır.
2. İşin alını tornalanır.
3. İstenilen deliğin, ölçüsüne yaklaşık 1mm küçük çapta ve boyda delinir.
4. Deliğe uygun ölçüde delik kalemi seçilir.
5. Delik kaleni punta ekseni yüksekliğinde bağlanır.
6. Kalem kör delik boyunca ilerletilerek delik tornalanır. Kalem delik sonuna geldiğinde, alt sport milini çevirerek kalem merkeze doğru ilerletilir.
7. Her talaştan önce deliğin çapı ve boy ölçüsü kontrol edildikten sonra tornalanır.