
Bağlama Pabucu ,Temel İmalat işlemleri dersinde öğrencilere Atölye uygulama eğitimlerinde uygulama eğitimi olarak verilen iş parçası temrinidir.
Bu yazıda bağlama pabucu yapımı konusunu detaylı işleyeceğiz. Bağlama pabucu yapımı konusuna geçmeden önce bağlama pabucu ne işe yarar? sorusuna cevap vermek gerek.
Bağlama pabucu temrini Makine Eğitimi bölümü Cnc ,Kalıp gibi alanlarda öğrenim gören öğrenciler için hazırlanmış ,pek çok temel imalat işlemi becerisini içeren bir iş parçası eğitim uygulamasıdır.
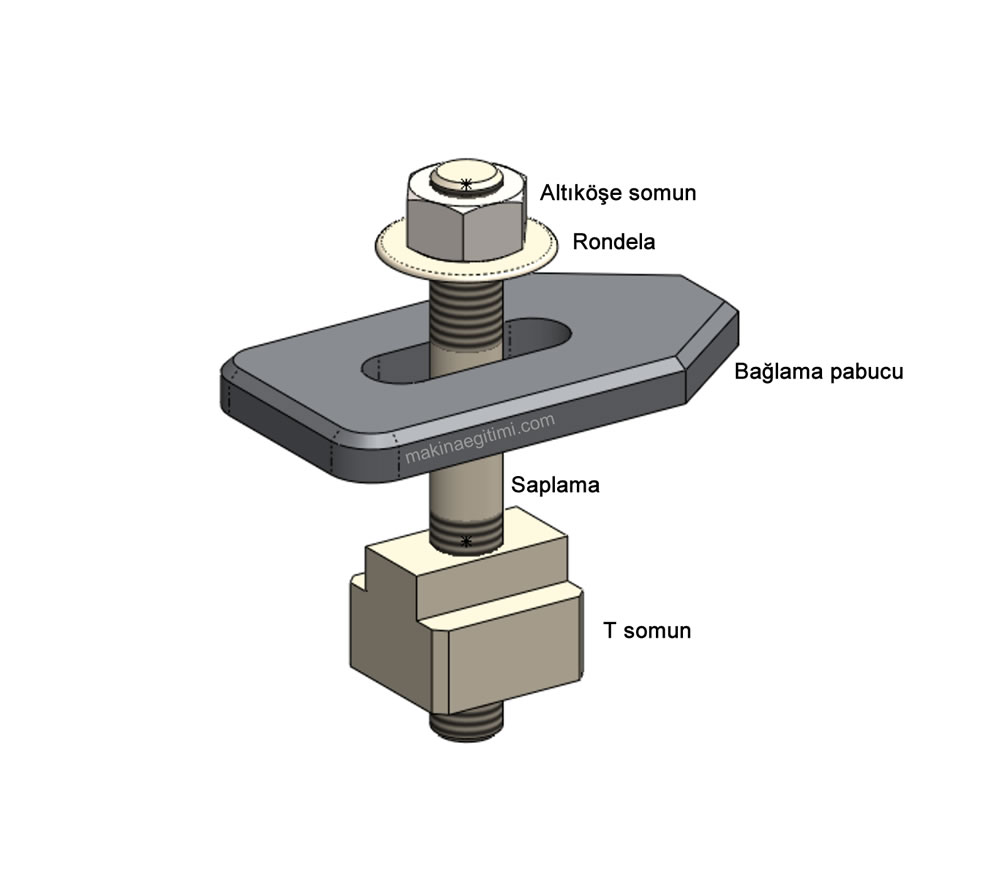
Bağlama pabucu, iş kalıplarının ve iş parçalarının mengeneye bağlanmasında güçlük çekildiği durumlarda, tezgah tablalarına tutturulmasında kullanılan bir elemandır.

Bağlama Pabucu Yapımı İçin Gerekli Alet ve Malzemeler
Tezgahlar:
Testere tezgahı (kaba kesim için)
Sütunlu matkap tezgahı
Tesviyeci tezgahı ve mengenesi
Ölçme ve Kontrol aletleri:
Tesviyeci gönyesi, Sürmeli kumpas, Çelik cetvel
Malzemeler:
Markacı boyası:
8mm,10mm ve 13mm çap matkap ucu
Soğutma sıvısı (Delik delme işlemi için)
Temizlik araç gereçleri:
Fırça, Tel fırça, Üstübü
El Aletleri:
Lama eğe, Yuvarlak eğe, Balık sırtı eğe, Kare eğe, Çekiç, Keski
Markalama aletleri
Nokta, Çizecek, Mihengir, Pergel ya da daire şablonu
Yardımcı ekipmanlar:
Pah mengenesi
Bağlama Pabucu yapım aşamaları
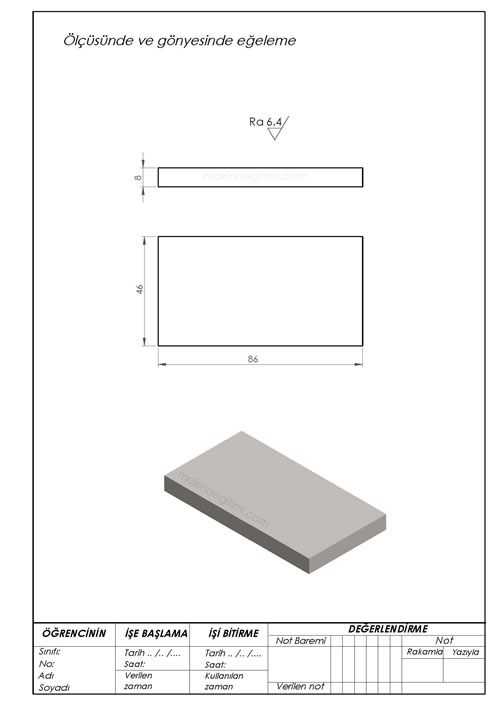
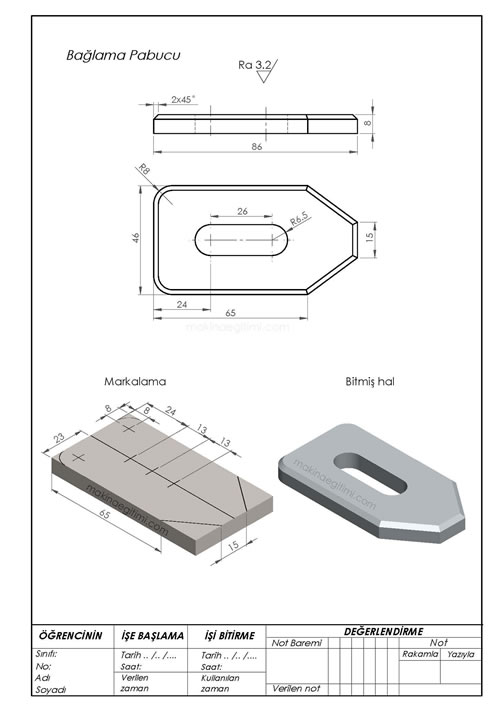
Kaba ölçülerine getirdiğimiz iş parçası ve bağlama pabucu çizimi aşağıda verilmiştir. Markalama, iş parçası resminin iş parçası üzerine uygulanmasından ibarettir. Bunun için İlk etapta markalama işlemi için iş parçamızın yüzeyini markacı boyası ile boyuyoruz. markacı boyasını tek katta tüm yüzeyi kaplamasına dikkat ederek uyguluyoruz.


Görüldüğü üzere bağlama pabucu x ekseninden simetriktir.Genişliğin (46) yarısı olan 23 mm den bir eksen çizgisi geçmektedir. Biz işe bu çizgiyi çizmekle başlayacağız.



Markalama işleminden görüntüler (yukarıda)
Delme işlemine hazırlık . Nokta vurma

Dairelerin merkez noktalarına nokta vuruyoruz . Noktamızı doğru yere vurduğumuza emin olalım .1 mm bir kaçıklık, sağa -sola kaydırma, açılacak deliğin de 1 mm dışarı taşmasına sebep olacak. Çünkü matkap ucu noktanın açtığı çukuru takip ederek ilerleyecek.

Noktayı sadece açılacak delik merkezlerinde değil sağ tarafta görünen açılı çizgilerde de kullanıyoruz .Bunun sebebi ,her ne kadar çizgiler çizecekle çizilmiş olsa da bir süre sonra çizdiğimiz çizgilerin silinme ya da zayıf görünme ihtimali . Sık aralıklarla vurduğumuz noktalar şimdi çizgileri daha çok belirginleştirdi.

Sütunlu matkap tezgahında ilk önce üç deliği de 8mm çaplı matkap ucu ile deliyoruz . Delik çapı 13 mm ancak matkap ucunun zorlanmaması için direk 13 mm matkap ile girmiyoruz .
Daha sonra ortadaki delik için 10 mm , kenardaki delikler için 13 mm matkap uçlarını kullanarak delme işlemini tamamlıyoruz .
NOT : Matkap çapı büyüdükçe matkap dönme hızını düşürmek gerektiğini de unutmuyoruz.

Üç delik de delindikten sonra deliklerin arasını yuvarlak eğe kullanarak boşaltıyoruz . Deliklerin arasında çok az bir kısım kalmış ise keski ile çürütme yöntemi de kullanabiliriz . Çürütme yöntemi temel imalat işlemleri dersinde anlatılan talaş kaldırma boşaltma yöntemlerinden biridir.

İş parçamızın burun kısmının eğelenmesi
Radiusların eğelenmesi

Pahların kırılması

Şimdi sırada Bağlama pabucunun köşelerine 2×45 mm (2 mm genişliğinde 45° açı ile ) pah kırma işlemi var. Bunun için parçanın yan yüzeyini markacı boyası ile boyuyoruz .

Mihengiri 2mm ye ayarlayarak parça yan yüzeyinde açacağımız pahın sınır çizgilerini oluşturuyoruz.

İş parçasını pah mengenesine bağlayıp , bir önceki adımda çizdiğimiz sınır çizgilerini geçmemek şartıyla eğeleme yapıyoruz .

Radius video sadece eğeleme yapılıyor parça üzerinde gösterir misiniz çizimini