
Tel erozyon, metal bir parçayı farklı şekillerde kesmek için dielektrik sıvı ile kesin olarak programlanmış bir yolu izleyen, elektrik yüklü, ince bir elektrot teli kullanan temassız bir talaşlı üretim sürecidir. İşlem, malzemeyi kesmek yerine eriterek veya buharlaştırarak küçük talaşlar ve hassas kesim hatları üretir. Sonuç olarak, geleneksel işleme tekniklerine uygun olmayan parçaları rahatlıkla işleyebilir. Ancak, parçalar elektriksel olarak iletken olmalıdır.
Tel erozyon, (WEDM: Wire-Cut EDM) yani Tel elektrik deşarj işleme diye tanımlanır. Tipik olarak tel elektrot çapları 0.10mm – 0.30mm aralığındadır, ancak daha küçük ve daha büyük çaplar mevcuttur.
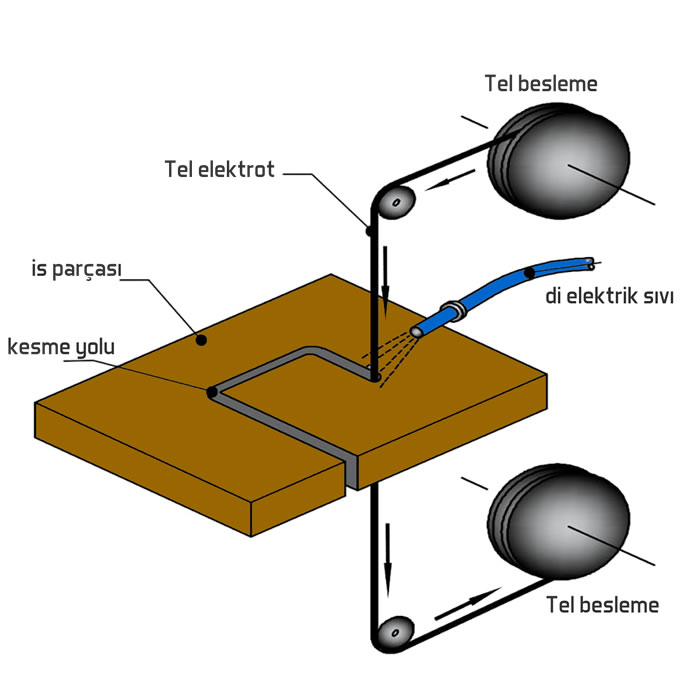
Tel kesme işlemi sırasında tel ile iş parçası arasında doğrudan temas yoktur, bu da telin yolunda veya malzemenin şeklinde herhangi bir bozulmaya neden olmadan işlemeye izin verir. Bunu başarmak için tel çok hızlı bir şekilde istenen voltaja şarj edilir. Tel ayrıca dielektrik sıvı ile çevrilidir. Voltaj doğru seviyeye ulaştığında, bir kıvılcım boşluğu atlar ve iş parçasının küçük bir bölümünü eritir. Sıvı soğur ve küçük parçacıkları boşluktan uzaklaştırır.

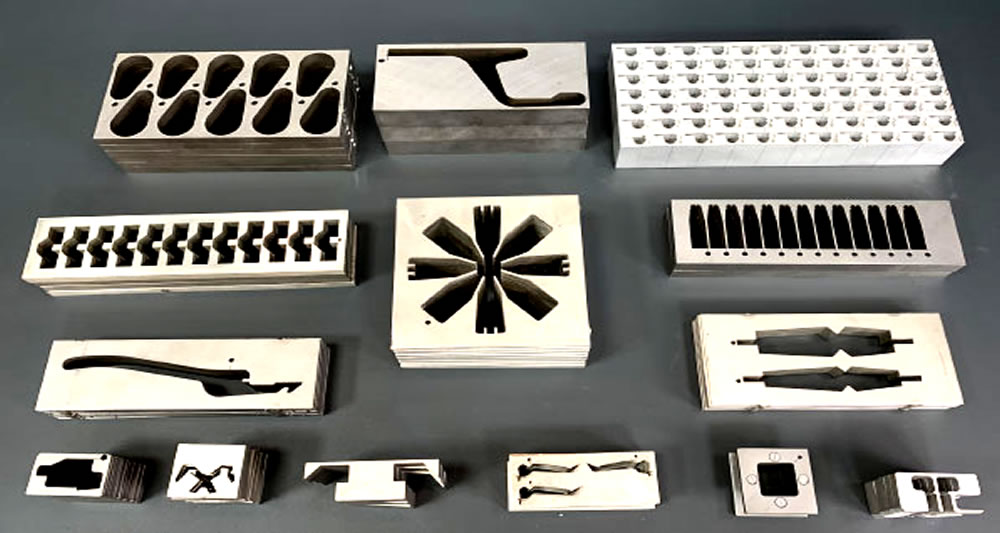
İş parçası malzemesinin sertliğinin kesme hızı üzerinde olumsuz bir etkisi yoktur. Ekstrüzyon kalıpları ve körleme zımbaları genellikle tel erozyonla ile işlenir.

Tel Erozyon Nasıl Çalışır?
Tel erozyonla kesme işleminde, makara ve kızaklarla bir bobine rijit olarak bağlı halde hareket eden, 0,01 mm – 0,35 mm çaplar arasındaki pirinç veya bakır telden yapılan bir elektrod kullanılır. Bu işlemde, elektrolit olarak genelde tuzu alınmış (dionize) su kullanılır.
Tezgah tablasının nümerik olarak (CNC) kumanda edilmesi ile veya tel elektrodun yan taraflara hareket etmesi suretiyle çok çeşitli iç ve dış şekiller imal edilir.
Tel Erozyon kesimi her zaman iş parçasının tamamı boyunca yapılır. Tel işlemeye başlamak için önce iş parçasında bir delik açmak veya kenardan başlamak gerekir.
İşleme alanında, tel eğimli olabilir, böylece üstte ve altta konik veya farklı profillere sahip parçalar yapmak mümkün olur. Elektrot ile iş parçası arasında hiçbir zaman mekanik temas yoktur. Tel genellikle pirinçten yapılır ve 0,05 mm ila 0,35 mm çapındadır. Yanmış tel kullanmaktan kaçınmak ve hassas kesim sağlamak için işleme süreci boyunca otomatik olarak yeni bir tel sarılır.

Tek bir kesimde tel ideal olarak katı bir parçadan geçer ve bittiğinde bir parça veya hurda parçası düşürür. Bu, bazı işler için yeterli doğruluk sağlayacaktır, ancak çoğu zaman gözden geçirme gereklidir.
Frezeleme işleminde olduğu gibi, erozyonlama işleminde de telin izleyeceği yol iç ve dış şekil çevrelerinin işlenmesi için düzenlenebilir. Bu metodda, bir kalıbın, kılavuz plakası, kesici plakası ve ait olduğu kesici üst kalıp kısmı aynı programla imal edilebilir.

Kıvılcım Aralığı
EDM ile işlemede tezgah İmpulslar (darbeler) şeklinde kıvılcımlar oluşturur. Her bir kıvılcım, iş parçasında küçük bir krater şeklinde çukur açar. Elde edilen iş parçası şekli, çukurların sayısı sonucudur. Elektrod üzerinde de erozyon (aşınma) meydana gelmektedir.

Kıvılcım aralığı, takım elektrodu ile iş parçası arasındaki mesafedir. Kıvılcım aralığı ne kadar küçük olursa, erozyon kapasitesi ve biçimlendirme hassasiyeti o kadar büyük olur. Kıvılcım aralığının büyüklüğü, ilerleme ayarı sayesinde, ateşleme gerilimine bağlı olarak sabit tutulur. Arzu edilen erozyon kapasitesine ve yüzey kalitesine göre kıvılcım aralığı, 0,03 ila 0,1 mm arasında bulunur.

Bir Tel Erozyon Makinesinin Bileşenleri
Makine, bir malzemeye istenen şekli vermek için birlikte çalışan birkaç parçadan oluşur. Aşağıda makinenin bileşenleri verilmiştir.
- CNC ARAÇLARI: Tel Erozyon işleme sürecinin tüm operasyonunu kontrol eder.
- GÜÇ KAYNAĞI: Kaynak teline ve iş parçasına 100V ila 300V aralığında güç üreten bileşendir. Ayrıca, iş parçası ile etkileşime geçmek için tel elektrottan geçen elektrik yüklerinin frekansını ve gücünü kontrol eder.
- TEL: Tel, elektriksel deşarjı oluşturmak için elektrot görevi görür. İş parçasının şekli ve kalınlığı telin çapını doğrudan etkiler. Tipik olarak, çapları 0,05 ila 0,25 mm arasında değişen teller kullanılabilir. Tel malzemesi olarak, Pirinç, çinko kaplı ya da çinko içeriği artırılmış difüzyon tavlı teller kullanılır.
- DİELEKTRİK ORTAM: Tel kesme EDM işlemi, dielektrik sıvı ile dolu bir tankta gerçekleştirilmelidir. Bu sıvı, iş parçasındaki küçük parçacıkların kaynak teline yapışmasını önler.
Detay bilgiler için bakınız: Dielektrik sıvı nedir, Ne işe yarar? - ELEKTROTLAR: Makinedeki elektrotlar tel (katot) ve iş parçası (anot) dur. Servo motor tel elektrodu kontrol ederek tel erozyon kesme işlemi sırasında herhangi bir noktada iş parçasıyla temas etmemesini sağlar.
Tel Erozyon Makinesinin Kesebileceği Malzemeler
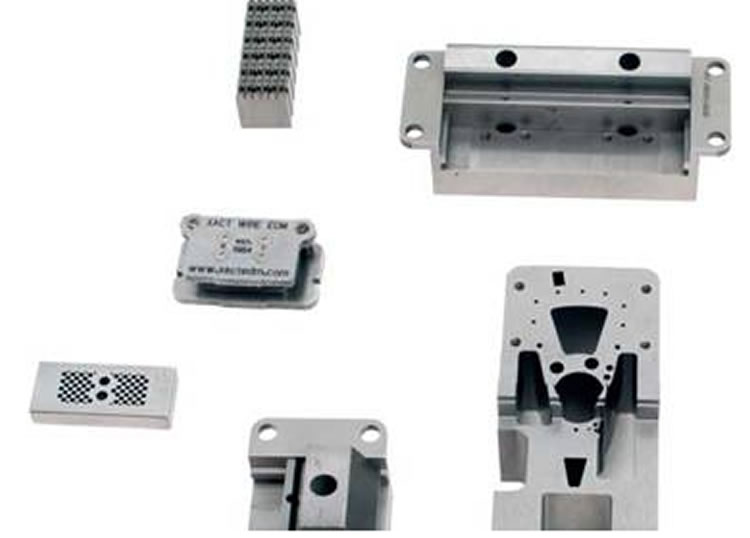
Tel Erozyon makineleri, bir iş parçası üzerinde karmaşık şekiller ve desenler oluşturabilir. Ek olarak, sert ve narin olanlar da dahil olmak üzere elektriği iletebilen çoğu malzemeyi işleyebilirler. Makineyle kesebileceğiniz yaygın şekiller ve malzemeler şunları içerir:
Alüminyum
Alüminyum, mükemmel termal ve elektriksel iletkenlik özelliklerine sahiptir. Bununla birlikte, alüminyum doğal olarak yumuşaktır ve işlemeden sonra sakızımsı bir birikmeye neden olabileceğinden işlemle kesilmesi zor olabilir.
Pirinç:
Çekme mukavemeti yüksek olduğundan pirinç makine kullanılarak kolayca kesilir. Ancak yumuşak bir metal olduğu için kesme hızı yavaş olmalıdır.
Çelik
Çelik çok güçlü bir metaldir. Sonuç olarak, birçok üretici bir CNC makinesi yerine bir tel Erozyon makinesi kullanmayı tercih ediyor. Bununla birlikte, malzeme çok fazla ısı üretir, bu nedenle gerekli önlemlerin alınması gerekir.

Titanyum
Tel Erozyonla kesme titanyum için mükemmeldir çünkü işlem bu alaşımın yapışkanlığına dayanabilir ve uzun talaşları kırabilir. Ancak, işleme sırasında ısı oluşumunu kontrol etmeye yardımcı olmak için dielektrik suya ihtiyacınız vardır.
Grafit:
Geleneksel kesme aletlerini kullanarak grafiti kesmek zor olabilir. Ancak tel EDM işlemi uygundur çünkü tel keskindir ve parçacıkların dışarı çıkmasını engeller.
Tel Erozyonla İşlemenin Artıları Ve Eksileri
Tel Erozyonun Avantajları
- İş parçasının daha fazla işlenmesi ve bitirilmesi ihtiyacını ortadan kaldıran hassas ve doğru kesimler yapar.
- Geleneksel CNC işleme kullanarak üretilmesi zor olan karmaşık tasarımlar ve şekiller oluşturmak için uygundur.
- Küçük parçaların işlenmesinde son derece ayrıntılı parçaların kesilmesinde uygulanabilir.
- Tel erozyon, kırılgan malzemeler için idealdir.
- Makine, malzemeleri çapak veya bozulma bırakmadan keser.
- İşleme süreci kesintisiz olarak sürekli olarak keser. Tel keserken kopsa bile işlem hemen devam eder.
Tel Erozyonun Dezavantajları
- Sadece elektriği ileten malzemelerle uyumludur.
- Alüminyum gibi bazı malzemelerin kesim yüzeyinde bir oksit tabakası gelişebilir. Bu nedenle, bu, maliyeti artıran ek bitirme gerektirebilir.
- İlk yatırım ve bakım maliyeti yüksektir.
Bu işlem inanılmaz derecede hassas kesimler üretecektir. Ancak, keskin iç köşeleri kesmek istiyorsanız, tek başına tel Erozyonun size gerçek kare köşeler sağlayamayacağını unutmamak önemlidir. Tel ve kıvılcım aralığı, yaklaşık 0,13 mm ila 0,15 mm arasında küçük bir yarıçap oluşturacaktır, ancak bu, telin çapına bağlı olarak daha küçük veya daha büyük olabilir.
Tel Erozyonun Kullanım ve Uygulama Alanları
Geleneksel işleme veya diğer geleneksel teknikler sırasında hasar görebilecek hassas veya küçük iş parçaları için idealdir:
- İyi bitirme ve/veya doğruluk gerektiren kalın parçalar.
- Karmaşık şekiller veya dar yuvalar
- Doğru toleranslara sahip olması gereken daha büyük parçalar
- Narin, sert, egzotik/pahalı veya zayıf malzemeler
Sonuç olarak, birçok CNC makine atölyesinde şiddetle tavsiye edildiği gibi, çeşitli sektörlerdeki birçok parça üreticisi bunu kullanıyor.
Medikal Endüstrisi
Tel Erozyon makineleri, optometri ve diş hekimliği dahil olmak üzere tüm tıbbi alanlarda kullanım için yüksek düzeyde doğrulukla karmaşık parçalar üretir. Ayrıca, tel Erozyon hizmetleriyle iyi çalışan metaller, tıbbi ekipman üretmek için sıklıkla kullanılır.
Telin çapı kesiğin boyutunu belirlediğinden, tel Erozyon makinesi diş implantları ve şırınga bileşenleri gibi parçalara yapısal bütünlüklerini tehlikeye atmadan küçük özellikler ekler.
Otomotiv endüstrisi
Otomotiv endüstrisindeki parçalar karmaşık şekil ve boyutlardadır ve çoğunlukla serttir. Tel erozyonla işleme, karmaşık şekilli ve sert parçalar için ideal olduğu için, otomotiv sektöründe tercih edilir.
Havacılık Endüstrisi
Tel Erozyonla kesme, sıkı toleranslara sahip parçalar üretir ve havacılık parçası üreticileri için vazgeçilmez bir işleme sürecidir. Su jeti ile kesme işleminin yanı sıra bu işlem , özellikle geleneksel kesici takımlarla ilişkili yüksek sıcaklık ve gerilime dayanamayan parçalar için kullanılır.
Havacılık endüstrisindeki parçaların mükemmel bir yüzey kalitesine sahip olması ve hassas ve doğru olması gerekir. Üreticiler yıllardır tel Erozyon işlemini motorlar, türbin kanatları, iniş takımı parçaları ve daha pek çok şey yapmak için kullanıyor.