

Yüzey Pürüzlülüğü
Makine yapımında beraber çalışan yüzeylerin birbirine göre çalışma durumları yaptıkları görevler bakımından çok önemlidir. Birbiriyle sürterek çalışan yüzeylerin hassasiyet dereceleri makinenin çalışma sırasında makinenin randımanını etkiler.
Yüzeyleri düzgün olmayan makine parçaları çalıştıkları yerlerde gürültülü çalışırlar ve çabuk yıpranır. Hassas ve amacına uygun işlenmiş parçalar ise uyumlu çalışır makinenin verimini arttırır.
İmalatta meydana gelen parçanın yüzeyindeki şekil ve dalgalanmalara pürüzlülük adı verilir. Pürüzlülük değeri parça üzerinden profilmetre denilen bir cihazla μm olarak bulunur. Aşağıdaki parçanın yüzeyindeki şekil ve dalgalanmalar gösterilmiştir.

Yüzey Pürüzlülüğü Değer ve Sınıfları
Yüzey pürüzlülüğü değerleri teknik resimlerde değişik sembollerle gösterilegelmektedir. Günümüz resimlerinde ra (ortalama yüzey pürüzlülüğü, roughness average) standardının kullanımı ortak kabul görmektedir. aşağıdaki tabloda RA değerleri ile karşılığı olan diğer standartların değerleri de verilmektedir.

İmalat sonrası parça yüzeylerinin tamamı aynı özelliklerde olmayabilir. Maliyetin artmaması için yüzeyler, gerektiği kadar düzgün ve pürüzsüz olmalıdır. Uygulamalarda farklılıkları önlemek için yüzey kaliteleri standart hale getirilmiştir ve ISO 1302/1992 ve TS2040/Şubat 1999’la açıklanmıştır.
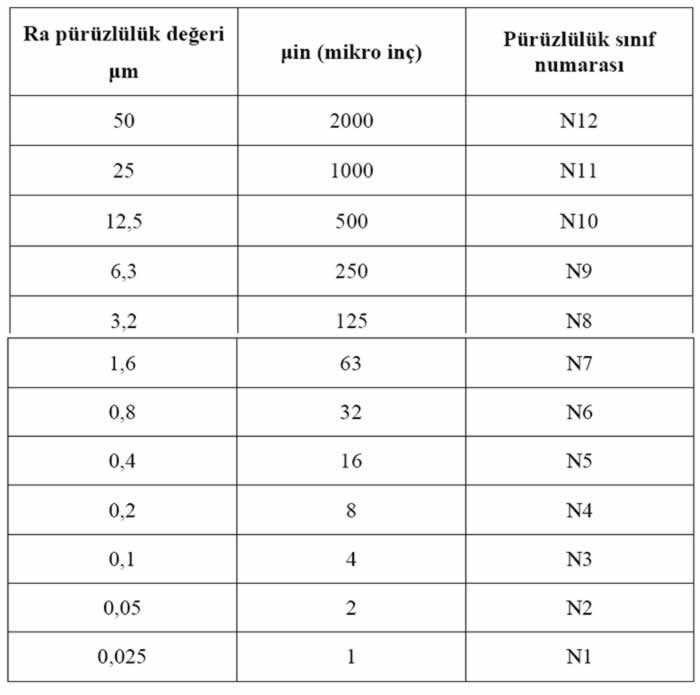
Bu standartlara göre 12 çeşit yüzey kalitesi belirlenmiştir. Ra aritmetik ortalama pürüzlülük değerlerine karşı gelen pürüzlülük sınıf numaraları yukarıdaki çizelgede verilmiştir.
İşleme Usüllerine göre yüzey pürüzlülüğü değeri tablosu

Çeşitli Makine Parçalarının Yüzey Pürüzlülük değerleri (Ra = µm)
Çeşitli fabrikaların uygulamalarından alman bilgilere göre bazı makine elemanlarında kullanılan yüzey pürüzlülükleri Ra µ m olarak aşağıdaki çizelgede verilmişlerdir.


Çeşitli makine parçalarının seçilen çalışma yüzeylerinin Yüzey pürüzlülük değerleri. Döküm parça dış yüzeyi. Rulman ve yatak. Dişli çark iç yüzeyi. Flanş iç yüzeyi, kasnak dış yüzeyi gibi örnekler. (Aşağıda)


Yüzey Pürüzlülüğünün Gösterilişi
