

Talaşların Oluşumu
İşleme sırasında takım iş parçasına doğru ilerledikçe önündeki metal sıkışır. Sıkıştırma, sıkıştırma sınırını aştığında, metal iş parçasından ayrılır ve bir talaş şeklinde plastik olarak akar (kesme deformasyonu).

Birincil kesme nedeniyle metal akışı kesme düzleminde gerçekleşir. Kesme düzlemi, aletin önündeki kesilmemiş yüzeyden yukarıya doğru bir açıyla uzanır. Kesme açısının değeri, malzemenin tipine ve kesme koşullarına (takım açısı, kesme hızı vb.) bağlıdır. Kesme açısı küçük olduğunda, kesme yolu uzun olur, talaşlar kalın olur ve kesme kuvveti yüksek olur ve bunun tersi de geçerlidir.
Talaş, araç ucunun yüzü boyunca kayarken, sürtünme nedeniyle ikincil kesme meydana gelir. Sürtünme, işleme sürecinin sıcaklığını artırarak talaşların aşırı ısınmasına neden olur.
Talaş Çeşitleri
Metallerin işlenmesi sırasında oluşan talaş çeşitleri;
- Parçalı talaş
- Sürekli talaş
- Yerleşik kenarlı sürekli talaşlar
Parçalı (Süreksiz) Talaşlar
Segmentli talaşlar genellikle pirinç, bronz veya dökme demir gibi kırılgan metaller işlenirken ortaya çıkar.
Genel olarak, parçalı talaşlar aşağıdaki işleme koşullarının sonucudur;
Düşük besleme hızı;
Yüksek kesme hızı;
Yüksek takım-talaş sürtünmesi;
Önemli kesme derinliği
Düşük eğim açısı.
- Düşük besleme hızı;
- Düşük eğim açısı;
- Yüksek kesme hızı;
- Yüksek takım-talaş sürtünmesi;
- Önemli kesme derinliği.
Parçalara ayrılmış talaşlar, kırılgan metallerde temiz yüzey kalitesi, kolay talaş atma, daha uzun takım ömrü ve azaltılmış güç tüketimi sağlar. Sünek metaller söz konusu olduğunda, parçalı talaşlar genellikle zayıf yüzey kalitesine ve daha düşük takım ömrüne neden olur.
Sürekli Talaşlar

Sürekli talaşlar genellikle çelik, bakır veya alüminyum gibi dövülebilir metallerin yüksek kesme hızlarında işlenmesi sırasında oluşur. İşleme sırasında araç ucu ile sünek iş parçası arasındaki sıcaklık yükselir. Çıkarılan metalin her katmanı, bir önceki katmana kaynaklanarak uzun ve sürekli bir talaş akışı oluşturur.
Sürekli talaşlar aşağıdaki işleme koşullarında oluşur;
Küçük kesme derinliği,
Büyük eğim açısı;
Yüksek kesme hızı;
Düşük takım talaş sürtünmesi (yağlayıcıların veya soğutucuların kullanımı);
Keskin kesme kenarı.
Kesintisiz talaşlar temiz yüzey kalitesi, daha uzun takım ömrü ve azaltılmış güç tüketimi sağlar. Öte yandan, bu tür çiplerin bertarafı zordur. Bertaraf koşullarını iyileştirmek için talaş kırıcıların kullanılması gerekir.
Yerleşik Kenarlı (BUE) Sürekli Talaşlar
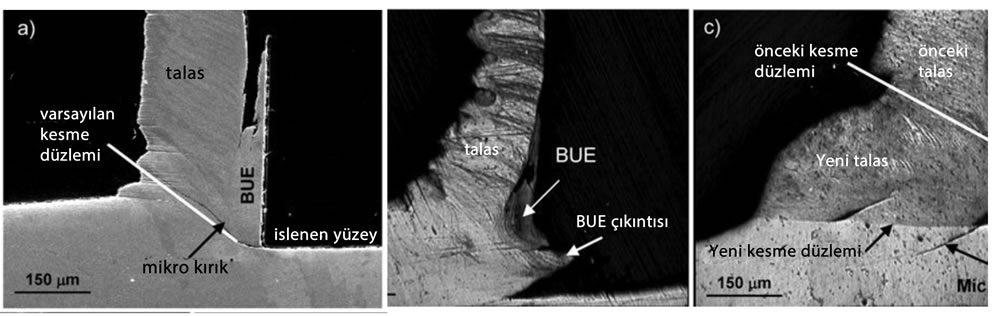
BUE (ing: Built up Edge) ile sürekli talaş oluşumu, sünek metalleri işlerken takım ile talaş arasındaki yüksek sürtünmeden kaynaklanır. Bu koşullar altında, bazı talaş parçacıkları kesici takıma yapışma eğilimindedir. Yapıştırılan malzeme yeni kesici kenarı oluştururken, takımdan ayrılana kadar birikmeye devam eder. Kopma sırasında, oluşan malzeme hem talaşa hem de iş parçası yüzeyine yapışarak kötü yüzey kalitesine neden olur. BUE oluşumu için farklı bir isim “talaş kaynağı” dır.
Yerleşik kenarlı ile sürekli talaşlar aşağıdaki koşullar altında meydana gelir:
Düşük eğim açısı;
Düşük kesme hızı;
Yüksek sürtünme kuvvetleri;
Yüksek besleme.
BUE ile sürekli talaşlar takım ömrünü kötü etkilediğinden, güç tüketimini artırdığından ve kötü yüzey kalitesine neden olduğundan, bunların önlenmesi çok önemlidir. Yağlayıcıların kullanımı yoluyla sürtünmeyi azaltmak, takım kaplamaları yoluyla metal-metal temasını önlemek ve soğutma sıvıları kullanarak sıcaklığı düşürmek gibi önlemler, talaş kaynağının önlenmesinde olumlu bir etkiye sahiptir.