Bu yazımızda, kesici takım aşınma tipleri ve kesici takım aşınmalarının nedenleri.Kesici takım hasarlarını en aza indirme ,kesici takım hasarları konularını işleyeceğiz
Kesici Takım Aşınma Tipleri
Kesici takımlarının aşınmalarının nedenleri bir çok sebebe bağlı olabilir. Aşınmayı etkileyen faktörleri incelemeden önce kesici takımlarda oluşan aşınma çeşitlerine değinmek gerekir. Çünkü her aşınma çeşidi aşınmanın farklı nedenlerini işaret ediyor olabilir
Serbest Yüzey Aşınması
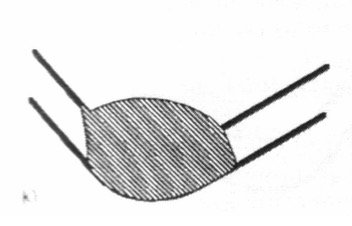
Takımın, iş parçasıyla temas halinde olan yüzeyinde oluşan aşınmaya serbest yüzey aşınması denir.
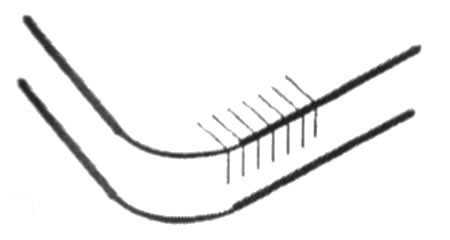
Bu aşınma bölgesinin işlenen yüzeyle sürtünmesiyle, talaş kaldırılan parça yüzeyinde hasar oluşur. Serbest yüzey aşınması genellikle standart olmayan formlardadır ve kenara yakın bölgede oluşur. Zamana göre serbest yüzey aşınmasının gelişimi şekilde verilmiştir.

Serbest yüzey aşınmasının ortadan kaldırılması mümkün değildir, Ancak azaltılabilmesi için tedbir almak mümkündür. Serbest yüzey aşınmasını azaltmak amacıyla alınabilecek tedbirler aşağıdaki tabloda verilmiştir.
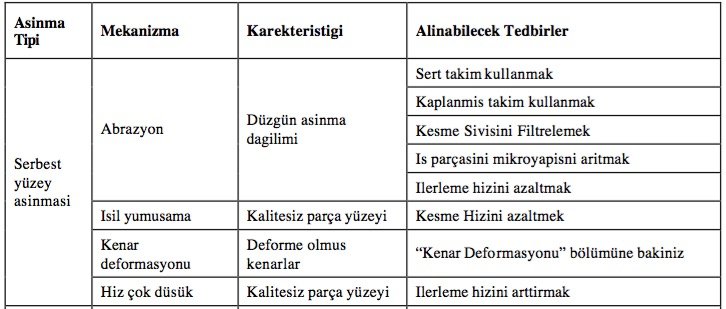
kesici takım serbest yüzey aşınması karakteristikleri ve alınabilecek tedbirler
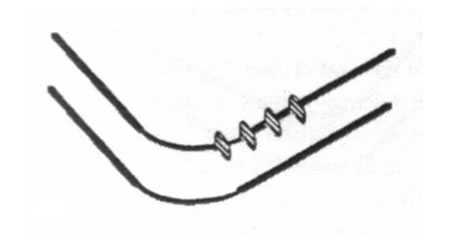
Krater aşınması
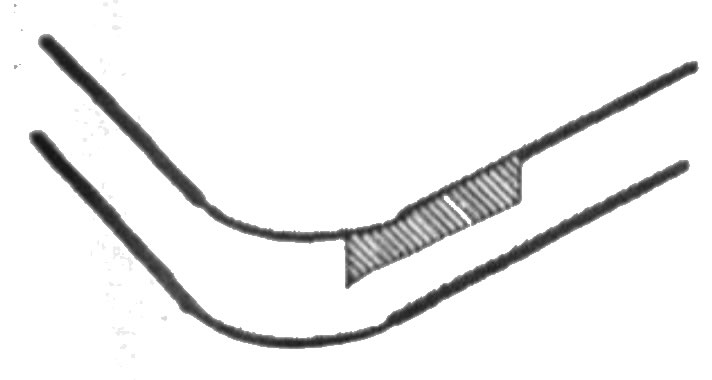
Kesici takımın talaş yüzeyinde krater biçiminde aşınma oluşması. Takım talaş yüzeyi, iş parçasından kaldırılan talaşın takım üzerinde kaydığı yüzeydir.
Sonuçları : Genelde ılımlı bir krater aşınması takım ömrünü kısıtlamaz. Krater oluşumu takım talaş açısının etkinliğini artırır ve kesme kuvvetleri azalır.

Bu açıdan bakıldığında olumsuz bir yön görülmemektedir fakat, aşırı krater aşınması kesme kenarlarını zayıflatır ve bu durum takımın deformasyonuna veya kırılmasına sebep olur. Bu yüzden takım ömrünü kısalttığı ve takımın yeniden bilenmesini zorlaştırdığı için aşırı krater aşınmasından kaçınılmalıdır.
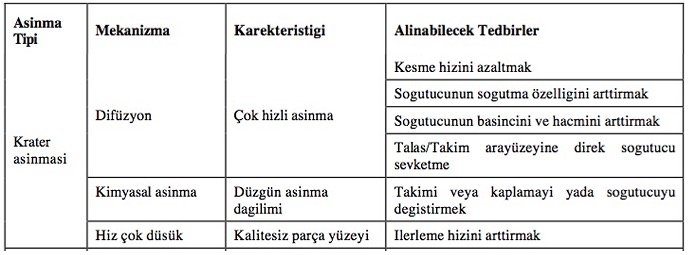
Azaltıcı tedbirler: Krater aşınması, takım malzemelerinin kimyasal kararlılığının arttırılması veya takımın talaş içinde çözünürlüğünün azaltılmasıyla en aza indirilebilir.
Çentik aşınması
Kaba yüzeylerin tornalanmasında kullanılan takımlarda, takım ile işlenmemiş yüzey ya da talaş kenarı arasındaki temas noktasında çentik aşınması oluşur.
Kesici takım aşınmasının sebebi : Kullanılan bir soğutucunun neden olduğu veya korozyon nedeniyle oluşan oksidasyon da çentik aşınmasına neden olur.

Kesici takım aşınmasının sonuçları: Aşırı çentik aşınması takımın yeniden bilenmesini zorlaştırır ve özellikle seramik parçalarda kırılmaya sebep olur.
Kesici takım aşınmasını azaltıcı tedbirler : Çentik aşınması, takım ile iş parçası yüzeyi arasındaki temas alanını arttıran dalma açısının arttırılmasıyla, çok pasolu talaş kaldırmada kesme derinliğinin değiştirilmesiyle ve takım malzemesinin ısıl sertlik ve deformasyon direncinin arttırılmasıyla, en aza indirilebilir.
Burun aşınması
Bu aşınma takım serbest yüzeyinin sonuna yakın bölgede iz kenarı üzerinde oluşur. Bu aşınma serbest yüzey ile çentik aşınmasının birleşimine benzer .
burun aşınması kesici takım aşınmalarının nedenleri : öncelikle abrazyon ile korozyon yada oksidasyon nedeniyle oluşur.
Sonuçları: Aşırı burun aşınması işlenmiş yüzeyin kalitesini azaltır.


Isıl ve mekanik çatlaklar
Bu çatlaklar, kesintili talaş kaldırmada takımın değişken yüklerle yüklenmesi ya da talaş kaldırma esnasında yüksek takım-talaş sıcaklıkları sebebiyle olur.
İki tip çatlak oluşur; özellikle soğutucu kullanıldığında değişken ısıl yükler altında kesme kenarlarına dik olarak oluşan çatlaklar ve değişken mekanik yükler sebebiyle kesme kenarlarına paralel olarak oluşan çatlaklar.

Çatlak oluşumu takımın hızlı bir şekilde hasara uğramasına sebep olur.

Ağız birikimi (BUE) oluşumu
BUE : (Built up edge) kesici takım aşınmalarının nedenleri : Genelde yumuşak malzemelerin (örnegin Alüminyum) düşük hızlarda işlenmesi durumunda oluşur.
Özellikle delmede ağız birikimi önemli bir problemdir. Ağız birikimi , etkili kesme derinliğini (veya delik çapını) değiştirmesi, böylelikle kesme derinliğinin kararsız olması ve dolayisiyla kalitesiz bir yüzeyin meydana gelmesine neden olduğu için istenilmez.

En aza indirme : pozitif talaş açılı takımlar kullanılarak, yüzey pürüzlülüğü çok az takımlar kullanılarak ,yağlayıcılık özelliği arttırılmış soğutucular kullanılarak, yüksek basınçlı soğutucuyu direk talaş yüzeyine sevk ederek ve yüksek kesme hızları kullanılarak en aza indirilebilir.

Plastik deformasyon
Takım ile talaş arasındaki temas alanı üzerinde kesme basınçları takım tarafından desteklenemediğinde, kesme kenarlarında plastik deformasyon oluşur.
Kesme kenarlarının deformasyonu genellikle yüksek kesme kenar kuvvetlerinin olduğu yüksek ilerleme hızlarında veya takım sertliğinin artan kesme hızı ve ısıyla birlikte azaldığı yüksek kesme hızlarında ortaya çıkar.
Kesme kenarındaki aşırı deformasyon boyutsal doğruluğun azalmasına, kötü bir yüzey kalitesine ve aşırı serbest yüzey aşınmasına ya da takımın kırılmasına sebep olur.

Kenar çentiklemesi
Kenar parçalanması seramik gibi gevrek takımlarla yapılan talaşlı imalatta veya sert yada abraziv parcacıklar içeren metal matrisli kompozitler gibi malzemelerin işlenmesi hallerinde oluşur.
Aşırı kesme kuvvetleri veya düşük sistem rijitliği sebebiyle meydana gelen titreşim de kenar çentiklemesine yol açar.
Kenar çentiklemesi nedeniyle işlenen yüzeyin kalitesi düşer, serbest yüzey aşınması artar ve sonuçta takım kırılabilir.
Bu durum; takım kenarlarının değiştirilmesiyle veya takımların kırılma dayanımlarının arttırılmasıyla kontrol edilebilir.

Talaş vurması
Bu durum tok veya abraziv talaş meydana getiren malzemelerin (örnek: paslanmaz çelik) seramik takımlarla işlenmesi durumunda oluşur.
Talaş vurması, talaş geriye doğru kıvrıldığında ve kesme kenarından uzakta takım yüzeyine çarptığında oluşur. Talaş akış yönünü değiştirmek için dalma açısı, kesme derinliği, ilerleme hızı veya takım burun yarıçapı değiştirilerek bu durum önlenebilir.

Takım kırılması
Takım kırılmasını önlemek için neler yapılmalı ? ;
Kesme kuvvetlerinin azaltılması, sağlam ve daha rijit takim tertibatlarının kullanılması ve kırılma tokluğu arttırılmış takımlar kullanılması, kesici takımın kırılmaması için daha uygun olacaktır.