

Kalıplama anında parçanın şerit malzemeden ayrılmasına karşı göstermiş olduğu toplam dirence kesme kuvveti denir. Kesme kuvveti, kalıplanan parçanın boyutsal ölçülerine ve malzemenin cinsine göre değişen birim kesme direncine bağlıdır.
Dişi kalıp kesme yüzeyi ve zımba ucu düz olarak bilenmişse (dişi kalıp kesme yüzeyi, zımba kesme yüzeyine paralel) maksimum kesme kuvveti elde edilir. (Aşağıdaki şekil-a). Burada dişi kalıp ve zımba kesme yüzeyleri düz olduğu için kesme derinliği sıfırdır. Zımba ucuna şerit malzeme kalınlığının 1/3’i kadar eğim verildiğinde zımba, şerit malzeme kalınlığının 1/3’ini kesinceye kadar zorlanmaz (Aşağıdaki Şekil-b). Bu nedenle, Şekil a’ya oranla Şekil-b de kalıplama kuvveti daha azdır.
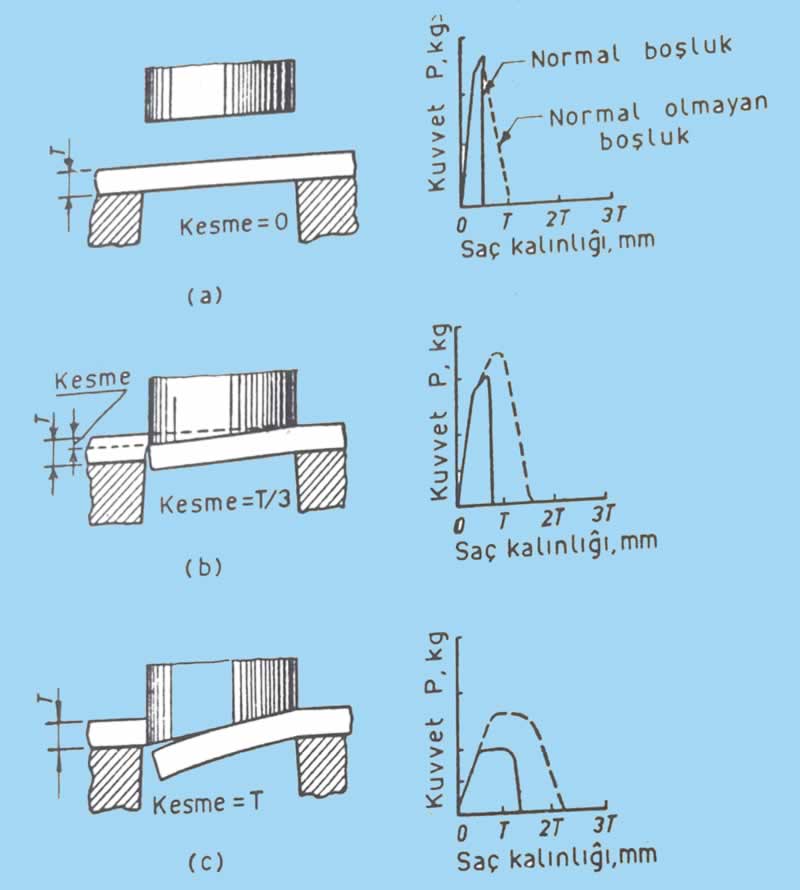
Yukarıdaki Şekil -c de zımba ucuna verilen tek taraflı eğim, saç malzeme kalınlığı kadardır. Burada kesme yüksekliği, şerit malzeme kalınlığına eşittir. Zımba, şerit malzeme kalınlığı (T) kadar tek taraflı kesme yapar ve toplam kalıplama kuvveti diğerlerine oranla daha da azdır.

Dikdörtgen biçimli parçaların kalıplanmasında dişi kalıp kesme yüzeyi iç bükey- (konkav) olarak bilenmiştir (Yukarıdaki Şekil-a). Yuvarlak pul şeklindeki parçalar şekil değiştirmeden bu tip kalıplarda üretilebilmektedir.
Ayrıca dişi kalıp kesme yüzeyi dışbükey (konveks) olarak bilenebilir (yukarıdaki Şekil -b). Bu şekildeki dişi kalıplarda kalıplanan parçalar şekil değiştirmez.
Yukarıdaki Şekil-c, d ve e deki gibi zımba kesme yüzeyinin içbükey, V-tipi veya tek taraflı eğimli olarak bilenmesinde, kalıplanan parçalar şekil değiştirir. Ancak dişi kalıp kesme yüzeyine veya zımba ucuna verilecek profil, toplam kesme (kalıplama) kuvvetini azaltır.
Kalıplarda kesme kuvvetinin hesaplanması
Toplam kesme veya kalıplama kuvve tinin hesabı, dişi kalıp ve zımba kesme yüzeyine eğim verilmediği düşünülerek yapılır. Kalıplama kuvvetini azaltmak için zımba boylan farklı yapılabilir (Şekil 7.24) veya deneyler sonucu bulunan miktar kadar zımba ucuna eğim verilir. Toplam kesme (kalıplama) kuvveti aşağıdaki formülle bulunur.


Toplam kesme (kalıplama) kuvvetini bulabilmek için şerit malzeme kalınlığı, kesilen veya delinen çevre uzunluğu ve şerit malzemenin kesme direncinin bilinmesi gerekmektedir. Aşağıdaki çizelgede saç malzemelerin kesme dirençleri ve çekme dayanımları bilinen malzemelerin kesme dirençleri verilmiştir.

Emniyetli kalıplama kuvvetini bulabilmek için pres emniyet katsayısı uygulanır. Genellikle pres emniyet katsayısı N = (1,5 — 4) arasında alınır.
Buna göre emniyetli kalıplama kuvveti;
Pem = P . N , kg
Pem, = Emniyetli kalıplama kuvveti, kg
N = Emniyet katsayısı
Kesme yüzeyi düz olan dişi kalıp ve zımba ile yapılan kalıplama işleminde kalıbın yaptığı iş, formülden aşağıdaki şekilde yazılır.
İŞ(kalıp) = P( 1 — % Z . B .O )T , Ton.mm veya,
Kalıplama kuvveti (P), kg olarak alındığında;
İş(kalıp) = P(1 — % Z . B . O)T , k g . m olarak kalıbın yaptığı iş bulunur.
Kesme Kuvvetine Etki Eden Faktörler
1 — Zımba ucuna verilen eğim miktarı ve kalıplanan parçanın ölçü tamlığı, 2 — Kalıplanan parçada, uzunluğun genişliğine oram,
3 — ‘Dişi kalıp ve zımba kesme yüzeylerinin durumu,
4 — Kalıp boşluğu (kalıp toleransı),
5 — Kalıbın yağlanması,
6 — Kalıplanan parça üzerindeki delikler, .çentikler ve kanallar arasındaki uzaklıklar
7 — Zımba kesme yüzeyinin durumu;
a) — Taşlanmış,
b) — Taşlanmamış,
c) — Taşlama çizgisinin yönü,
d) — Zımbanın kaplanmış veya kaplanmamış oluşu.
8 — Kalıplanan parça üzerindeki delik sayısı,
9 — Şerit malzeme kesme payı (artık malzeme) miktarı,
10 — Malzemenin cinsi ve kesme direnci,
11 — Zımba kılavuz plâkası ile zımba arasındaki sürtünme katsayısı.
allah aşkına
anlaşılacak biçimde örnekleme yaparak izah etseniz olmazmı
anlaşılır
örnekli