
Honlama nedir: Honlamayı, üzerine aşındırıcı taşlar monte edilmiş silindirik bir takımın, kendi ekseni etrafında dönerek ve periyodik olarak değişen bir strok hareketi yaparak, sürekli yüzey teması altında iş parçasından talaş kaldırması işlemi olarak tanımlayabiliriz. Bu işlem silindirik deliklerin doğru boyutlarını elde etmek için kullanılır. Motor silindirlerini bitirmek için en uygun yöntemdir.

Honlama Nasıl Yapılır
Honlama İşlemi: Alüminyum oksit, silisyum karbür, elmas vb. gibi bir aşındırıcı malzemeden oluşan honlama taşları 10 N/cm2 ila 100 N/cm2’lik bir basınçla iş parçasına bastırılır. Küçük basınç ve düşük kesme hızı (5m/s’ye kadar) kaba talaş alma esnasında da kenar kesme bölgesi sıcaklığı 100°C’nin üzerine çıkılmaz.

Honlamada, aşındırıcı çubuklar takılmış silindirik takım kendi ekseninde döner. Takım çapı neredeyse iş parçası iç çapına eşittir. Bu alet kendi ekseni etrafında döner ve aynı zamanda mikro parçacıklar şeklinde talaş kaldırılmasına izin verecek şekilde aşağı yukarı hareket eder. Yaklaşık 0.25 – 1.5 mikron toleransa ulaşabilir. Bu işlem iş parçasında çapraz yaylı bir desen oluşturur.

Taşın yapısı, zımpara (taşlama) taşının yapısı gibidir. Bu taşların küçük basınçlarda kendi kendilerini bileyerek çalışmaları gerekir, yani tanelerin, küçük tane yüklerine rağmen parçalanıp ufalanabilmesi ve kopabilmesi istenir. Genel olarak kullanılan elmas ve bor nitrit tane cinsleri 20 pm ila 200 pm tane büyüklükleri halinde kullanılır. Dolayısıyla daha küçük tane daha küçük yüzey pürüzlülüğünü (Rz=0.1…10pm) meydana getirir.

Elle Honlama Nasıl Yapılır
Elle honlamada piyasadan edinilen honlama ekipmanı el breyzine takılarak aşağıdaki videoda görüldüğü gibi delik içerisine sokulur ve birkaç kez piston hareketi yaptırılır.
Makineyle honlama
Honlama tığı her delik büyüklüğüne göre radyal (çapsal) yönde hareket edebilen tutucular 3 ila 12 adet honlama taşını tutabilirler. Bu taşların taş derinliği yaklaşımı, biçim olarak bağımlı olan konik dikme parçası üzerinden sağlanır. Pnömatik ölçü memeleri olan malafalar, deliğin teorik ölçüsüne erişildiği zaman talaş verme yaklaşımını otomatik olarak keser.

Biçim (form) düzeltme: Uzun honlama taşları deliklerdeki silindirik biçim hatalarının düzeltilmesini mümkün kılar. Geçiş deliklerinin işlenmesinde kurs konumu ve boylarının honlama taşı boyunun yaklaşık üçte biri delikten dışarıya taşacak şekilde ayar edilmiş olmalıdır. Önceden işlenen delik, silindirik biçiminden sapma gösterdiği zaman, dar olan taraftaki geçiş aralığı büyütülür ve geniş olan taraftaki küçültülür.

Honlama taşları, elektromekanik veya pnomatik olarak tahrik edilen bir salınım başlığının içine tespit edilmişlerdir. Bu taşlar iş parçasının üstünde boyuna yönde, daha önceden işlenmiş olan dönme veya taşlama çizgilerine göre enine yönde1 mm ila 6 mm kaydırmakla salınım hareketi yaparlar ve bunun yanında dönen iş parçasına karşı 10 N/cm2 ila 40 N/cm2’lik bir basınçla bastırılırlar.
Honlamanın avantajları
Honlamanın diğer talaşlı üretim metodlarına göre bazı avantajları aşağıda listelenmiştir.
- Daha az karmaşık veya daha düşük maliyetlidir.
- Yüksek yüzey kalitesi sağlar.
- Hem uzun hem de kısa delikler için kullanılabilir.
- Orijinal delik merkez çizgisini korur.
- Sertliği ne olursa olsun herhangi bir malzeme işlenebilir.
Honlama Nerelerde Kullanılır?
Kısa kurslu honlamayla (çok ince işleme metodu) vasıtasıyla tercihen silindirik dış yüzeyler, örneğin krank millerinin yatak yerleri ve rulmanların hareket kanalları ince olarak işlenirler.

Çapraz işleme izleri olan honlanmış yüzeyler yeterli bir yağ tutma yeteneğini de ispatladığından, motorların silindir ve biyel kolları ve hidrolik ventillerin kumanda gövdeleri, boyuna kurs honlaması sayesinde hassas olarak işlenirler.

Honlamada Bazı Parametrelerin Yüzey kalitesine Etkisi
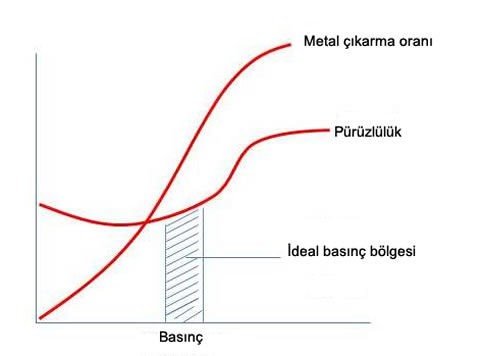
Çubuklara uygulanacak baskı
Metal çıkarma oranı ve yüzey pürüzlülüğündeki değişiklik, birim basıncındaki değişim ile grafikte gösterilmiştir. Çubuk basıncı, en yüksek metal çıkarma oranıyla minimum pürüzlülüğü elde edecek şekilde seçilir.
İdeal honlama süresi
Eğer işlem süresini uzatırsak, yüzey pürüzlülüğünü bir dereceye kadar azaltacaktır. Ancak endüstride işleme zamanının verimli kullanımının önemini düşünecek olursak, yüzey pürüzlülüğünü en az düzeyde tutarak, en iyi işlem zamanlaması, aşağıdaki grafikteki gibi olacaktır.

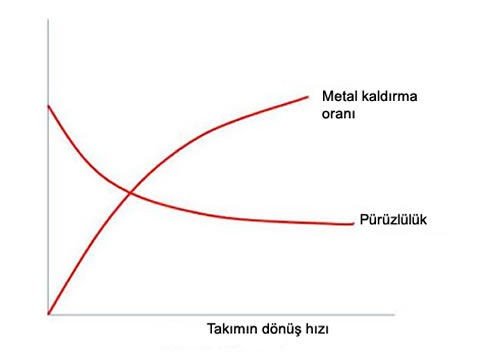
Honlamada takımın dönüş hızı
Honlamada kullanılan takımın dönüş hızı artarsa, metal çıkarma oranı artar ve yüzey pürüzlülüğü azalır. (Aşağıdaki grafik)
Honlama yapmadan sekman atılırmı? Teşekkürler.