
Elektro Erozyon Nedir?
Özellikle kalıpçılıkta tercih edilen, İş parçasının üzerine uygulanan kıvılcım atlamaları ile noktasal olarak erime ve buharlaşmaya neden olarak, elektro termal talaş kaldırılması yoluyla biçimlendirme yöntemine Elektro erozyon İşlemi denir.
Elektrik deşarjlı işleme (EDM =Electric Discharge machining) olarak da bilinir. Malzemeyi bir iş parçasından çıkarmak için mekanik kuvvet yerine termal enerji kullanan , geleneksel olmayan bir hassas işleme şeklidir. 8000º C ile 12000º C arasındaki elektrik kıvılcımlarını kullandığı için bazen Kıvılcımla İşleme olarak anılır. Mühendisler, CNC frezeleme ve CNC tornalama gibi işleme süreçleri , keskin iç köşeler veya keskin iç köşeler gibi istenen kesimi üretemediğinde genellikle EDM’ye yönelirler.

Elektro-erozyon işlemi sayesinde elektriği ileten bütün malzemeler sertliğinden ve talaş kaldırılabilirlik özelliğinden bağımsız olarak işlenebilirler. Bundan dolayı metod sertleştirilmiş çeliklerde, sert metallerde ve imalatı zor olan alıştırma ve geçme parçalar için özellikle uygundur.
Elektro Erozyonun Çalışma Sistemi
Elektro erozyon işleminde iş parçasına ve elektrot olarak kullanılan malzemeye elektrik verilir. Elektrot katot (- kutup) görevi yaparken, İş parçası anottur (+ kutup)
Elektrot iş parçasına yaklaştırılır ancak temas ettirilmez. Elektrot ve iş parçası arasında elektrik arkı oluşur. Bu akım sebebiyle elektrodun karşısındaki bölge ısınarak erir ya da buharlaşır.
Böylece iş parçasından eritme-buharlaştırma yoluyla istenilen şekil verilmiş olur.
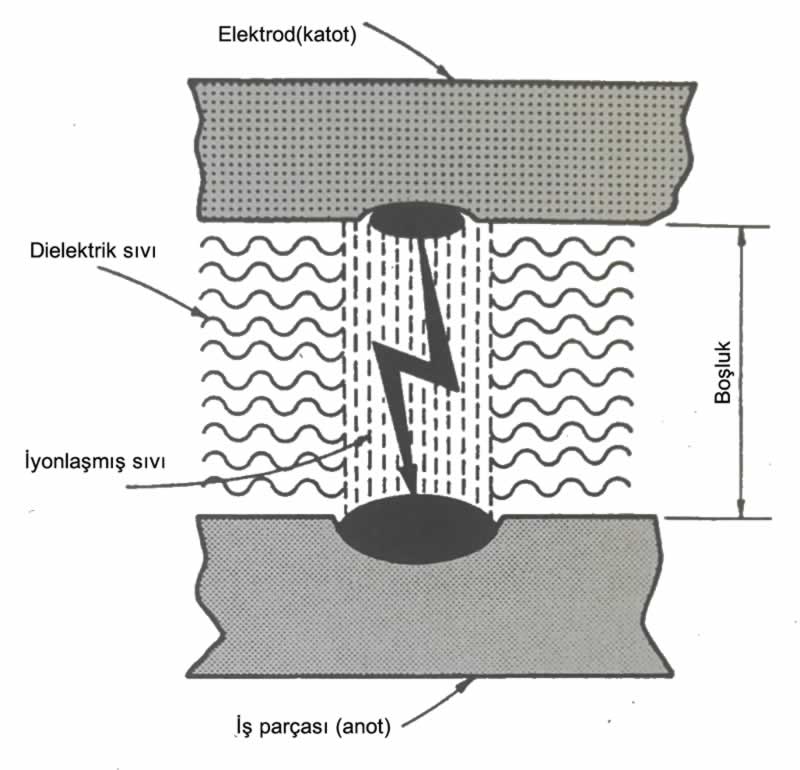
Elektrik ark kıvılcımı atlama (boşalma) işleminin tam olarak yapılabilmesi için sadece elektrodla iş parçası arasındaki boşluğun istenilen miktarda olması yeterli değildir. Talaş kaldırma işlemi ve talaş kaldırılan kısmın sabit ortamda kontrol edilmesi gerekmektedir. Bunun için dielektrik sıvı kullanılır ve talaş kaldırılan bölge izole edilir. Detay bilgiler için bakınız: Dielektrik sıvı nedir, ne işe yarar?
Dalma Erozyon
Elektro erozyon ile işleme iki yolla yapılır. Birisi ”dalma erozyon” denilen yöntem ile belirli bir şekil verilmiş elektrodun iş parçasına bastırılması ve iş parçasında elektrodun şekli formunda çukur oluşturulmasıdır.


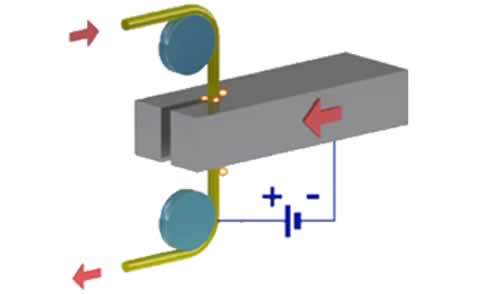
Tel Erozyon
Elektro erozyon ile işleme yöntemlerinden diğeri ise tel erozyon yöntemidir. Tel elektrot, makine tarafından yönlendirilen konumlamalarla parçayı keser (Aslında burada mekanik bir kesme’den söz etmek mümkün değildir, eritir demek daha doğru olabilir). Bu yöntemle tıpkı laser kesimdeki gibi düzgün ve karmaşık şekilli kesimler yapabilmek mümkündür.



Elektro Erozyonun Kullanım Alanları
- Mikro delik delme
- Keskin iç köşelerin kesilmesi
- Enjeksiyon kalıplama araçları oluşturma
- Kesme ekstrüzyonları
- Döner formların kesilmesi
- Kavisli deliklerin delinmesi
- Sert malzemeler üzerine gravür
- Kırık takımları iş parçalarından çıkarma
Elektro Erozyonla İlgili Sorular
SORU: Elektro erozyon işleminde hassasiyet nedir?
CEVAP: EDM, +/- 0,012 mm gibi çok dar toleranslarda çalışabilir. Havacılık ve tıp endüstrisinin bu süreçten faydalanmasının nedeni budur.
SORU: Elektro Erozyon çevre duyarlısı mıdır?
CEVAP: Elektro Deşarj İşlemenin gerçekleşmesi için gereken elektrik miktarı nedeniyle, çevreye duyarlı bir işleme yöntemini temsil etmez. Küresel olarak giderek daha fazla şirket karbon ayak izlerini azaltmak için önlemler almaya çalışırken, daha az elektrik gerektiren ve bu nedenle çevreye daha az zararlı olan diğer işleme yöntemleri EDM’ye tercih ediliyor.
SORU: Elektro erozyon ile hangi malzemeler işlenebilir?
CEVAP: Malzeme elektriksel olarak iletken olmalıdır. İletken olduğu bilinen her türlü metal, Inconel ve Tungsten karbür gibi sert malzemeler bile işlenebilir. İşlem teknik olarak stressiz olmasına rağmen, işlemenin hala iş parçasının metalürjisini değiştirebilecek bir termal işlem olduğu da dikkate alınmalıdır.