

Bu yazıda, Çelik üretim yöntemlerinden detaylı olarak bahsedeceğiz. 4 tip çelik üretim yöntemi vardır. Bunlar:
Çelik üretim yöntemlerinin incelenmesi
Bessemer –Thomas Çelik Üretimi Metodu
Çelik üretim teknolojisinde sıvı çelik üretimi daha yoğundur. Hava, oksijenle zenginleştirilmiş hava, veya saf oksijen verilerek, dışarıdan herhangi bir ısıtma yapmaksızın; Si, Ma, P, C, S elementlerinin yanma reaksiyonu ısılarından yararlanılarak, bu elementlerin uzaklaştırılması esasına dayanılarak yapılan çelik üretim yöntemidir.
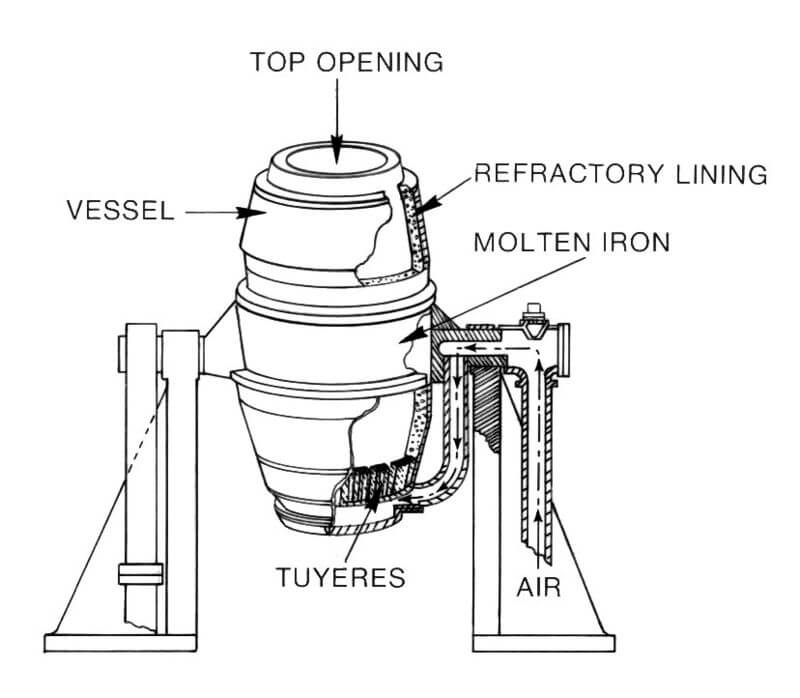
Bu çelik üretim yöntemi, 1856 yılında İngiliz Henry Bessemer tarafından geliştirilmiştir. Bu metodun geliştirilmesinden sonra dünya çelik üretiminde önemli bir artış olmuştur. Konvertörün iç çapı yaklaşık 3,5 metre, yüksekliği 6-7 metre ve kapasitesi 25-100 ton arasıdır. İşlem süresi yaklaşık 25-30 dakikadır. Fırının dış cephesi çelik konstrüksiyon olarak yapılmış, iç kısmı ise yüksek sıcaklıklara dayanıklı tuğlalarla örülmüştür.
Hava üflenmeden önce, Karbon, Silis, Mangan gibi fazla istenmeyen malzemeleri, üfleme işlemi sırasında yakarak, cüruf haline getirmek amacıyla, fırının içine katı kireçtaşı eklenir. Üfleme bittiğinde, sülfür ve fosfor da yanmış olur. Bu sırada, %15 oranında demir de oksitlenerek cürufa dönüşür.
Bu çelik üretim yöntemiyle elde edilen çelik, istenilen kalitede değildir. Hava üflendiğinden dolayı, içindeki azot miktarı fazladır. Bu nedenle, çelik üretim yöntemleri arasında yavaş yavaş terk edilenler kategorisindedir.
Siemens –Martin Çelik Üretim Yöntemi
Yakın zamanlara kadar, favori çelik üretimi yöntemleri arasındadır. Hurda demir ve çelik ürünlerinin eritilip, geri dönüştürülmesi esasına dayanır.

Bu yöntemde Siemens Martin fırını kullanılır. Ayrı kanallardan alınan baca ve hava gazlarıyla fırın ısıtılır. sıcaklık 1700 dereceye kadar yükseltilir. oksijeni zengin olan, sıcak bir alevle karbon yakılır. Alev, hammaddeyi yalayarak ergitir ve ergimiş çelik potaya akıtılır.
Fırında biri gaz, diğeri de hava girişi için iki ağız bulunur. Sıcak yanmış gazlar bacaya gitmeden önce, bu ağızlardan birini periyodik olarak dıştan yalarken, ötekinden hava girer. Böylece, hava girişi yapan ağız, sürekli olarak ısıtılarak yanma verimi artırılmış olur. 5-10 saatlik bir çalışma sonrasında kaliteli çelik elde edilir. Fırın kapasiteleri 100-350 ton kadardır.
Siemens martin fırınlarının cürufları (Atıkları), çimento katkı maddesi olarak değerlendirilir.
Ayrıntılı bilgi için BKNZ: Siemens Martin Çelik Üretim Yöntemi
Elektrik Ark Fırınlarında çelik üretimi
Elektrik ark fırınlarında (EAF) hurda çelik ergitilir ve yeniden yüksek kaliteli çeliğe dönüştürülür. Modern elektrik ark fırınlarının pek çoğunun temel görevi katı hammaddeyi olabildiğince kısa sürede sıvı ham demire dönüştürmektir.
Dünya çelik üretiminin üçte biri Elektrik ark fırınlarında gerçekleşmektedir. Hurda çelik tüketerek, Elektrik ark fırınlarında, geniş bir aralıkta, düşük ve yüksek alaşımlı çelik üretilebilmektedir (özellikle paslanmaz çelikler).
Normal olarak Elektrik ark fırınlarının kapasiteleri 50-150 ton arasında değişmektedir. Üretim süresi ise 45 dakika ile 2 saat arasında değişebilir. Fırındaki hurda tamamen ergidiğinde, fırın sıcaklığı 1650 derecenin üzerindedir.

Hurda malzemeler;
- Kimyasal kompozisyonlarına göre (düşük alaşımlı, Paslanmaz çelik gibi)
- Atık element miktarına göre (S, P ve Cu gibi)
- Fiziksel boyut ve şekline göre gruplandırılır.
Yüksek kalite hurda demek, her yönüyle (fiziksel ve kimyasal içerik olarak) çok iyi tanımlanmış, düşük atık içeren hurda demektir. Bu tip hurdalar çok pahalıdır ve çelik üretiminde son aşamada tüketilir.

Çelik hurdası veya diğer demir içeren malzemeler, ilk olarak EAF’da yüklenir. Daha sonra fırının kapağı kapatılır. Bu kapak üzerinde fırın içerisine inip kalkabilen grafit elektrotlar bulunmaktadır. Elektrotlara verilen akım ile elektrotlardan fırın içerisindeki malzemeye geçerken ara yerde şiddetli ark oluşmaktadır. Bu ark ile açığa çıkan ısı ise fırın içerisindeki hurda malzemeyi eritmektedir. Bu işlem için gerek duyulan elektrik 100 000 nüfusu olan bir kasabaya yetecek miktardadır.

Ergitme işlemi esnasında elde edilecek çelikte gerekli kimyasal kompozisyonu sağlayacak şekilde diğer demir esaslı metaller ilave edilir. Bazik oksijen fırınlarında olduğu gibi çeliği saflaştırmak için fırın içerisine oksijen üflenir. Ayrıca yapıdaki demir dışı atıkları bağlayarak cüruf oluşturacak katkı maddeleri ilave edilir. Kimyasal kompozisyonu kontrol etmek üzere numune alımından sonra sıvı ergiyik üzerinde bulunan önce cüruf alınır. Daha sonra fırından çelik alınarak ya ikinci bir arıtma işlemine yada sürekli döküm ünitesine gönderilir.

Bu gün modem elektrik ark ocaklarında her ergitmede 150 ton çelik üretilirken bu işlem için gerekli süre yaklaşık 90 dakika kadardır. Bu fırının tek avantajı içeri katkı maddesi vermeden temiz bir ısıtma sağlamasıdır. Bu metot çelik üretim yöntemleri arasında elektriğin ucuz ve bol olduğu ülkelerde daha fazla tercih edilen bir metottur.
Bazik Oksijen Fırınında Çelik Üretimi (BOF)
Elektrik ark ocaklarına göre bazik oksijen fırınlarının temel farklılıkları;
1- Fırında meydana gelen reaksiyonların otojen olarak devam etmesidir. Yani kendi kendine yetecek enerjiye sahiptir.
2- Öncelikle bazik oksijen fırınlarının hammaddesini %70-80 oranında yüksek fırından gelen sıvı metal (sıvı pik) oluşturmaktadır. Kalan kısmı ise çelik hurdası veya demir cevheri oluşturmaktadır

bof metodu çelik üretim yöntemleri arasında en çok tercih edilenidir.
Bazik oksijen fırını yaklaşık olarak 45 derece eğimli iken içerisine doğru toplam yükün ağırlık olarak yaklaşık % 25-30’u kadar hurda malzeme yüklenir. Daha sonra hemen üzerine sıvı pik metal ilavesi yapılır. Fırın dikey konuma getirilerek üst kısımdan cüruf yapıcı madde (kireçdolomit) ilavesi yapılır. Oksijen üfleyecek nozıl fırın tabanına birkaç feet kalacak şekilde indirilir. Oksijen nozılı sürekli olarak su soğutmalı olarak çalışmaktadır
Bazik oksijen fırınlarının yapısı
Bazik oksijen fırınlarının içerisi bazik karakterde MgO refrakter tuğlalarla astarlanmıştır. MgO fırına yüklenen sıvı pikteki fosfor ve kükürdü alarak cüruf oluşturmaktadır. Bazik oksijen fırınlarının kapasiteleri tipik olarak 250 ton kadardır.
Bazik oksijen fırınlarında çelik üretimi yaklaşık 15-20 dakikada gerçekleştirilmektedir. 250 ton kapasitedeki bir BOF’nın yüksekliği 10,33 m, dış çapı 7,9 m, cidar kalınlığı 0,92 m ve çalışma hacmi 290 m3 kadardır. Fırına yüklenecek optimum sıvı metal ve hurda oranlarını, cüruf yapıcı katkı maddelerinin miktarını, fırına oksijen üfleyen mızrak yüksekliğini ve üfleme zamanını bilgisayarla otomatik olarak kontrol edilmektedir.

Bazik oksijen fırınlarında çelik üretimi
İlgili hammadde bazik oksijen fırınına yüklendikten sonra fırının üst kısmından % 99,5 den daha saf ve yüksek hızda içeri saf oksijen üflenir. Oksijen sıvı pikte bulunan karbon ve silisyumu oksitleyerek fırındaki yaklaşık % 20 oranında bulunan katı hurdayı eritebilecek ısıyı açığa çıkarır. Ayrıca sıvı pikteki manganın, demirin ve fosforun oksidasyonu ile de ortama bir miktar ısı katkısı sağlanmaktadır.
Bazik oksijen fırını ürünü olan çeliğin 1537-1650 °C kimyasal analizi yapıldıktan sonra ya ikinci bir arıtma işlemine yada doğrudan sürekli döküm ünitelerine gönderilmektedirler. Burada yani sürekli döküm ünitelerinde katılaşan çelik yarı bitmiş halde kare, dikdörtgen veya plaka seklindeki kütükler haline getirilirler.

Fırına oksijen gönderilip kaynama başladığında sıvı metaldeki silisyum SiO2’e dönüşür ve bu SiO2 diğer cüruf yapıcılarla reaksiyona girer. Aynı zamanda sıvı metaldeki karbonun yanmasıyla CO gazı açığa çıkar.
Bazik oksijen fırınında çelik üretimi esnasında egzotermik oksidasyon reaksiyonu ile önemli ölçüde enerji açığa çıkmaktadır. Bu ekstra ısı ortama ilave edilen çelik hurdası veya demir cevherinin ergitilmesi için tüketilmektedir.
Günümüzde fırın konvertörünün tabanından da oksijen üflemesi yapılan sistemler geliştirilmiştir. 14-22 adet tuyersle oksijen gazı beslemesi yapılmaktadır. Konvertöre girişte tuyerslerin dış kısımları hidrokarbon sıvı ile soğutulmaktadır. Ortama oksijen üfleme debisi ise yaklaşık 4-4,5 m3/dakikadır. Bazik oksijen fırınlarında üretilen her ton çeliğe karşılık 60 ila 100 kg arası cüruf açığa çıkmaktadır.
Çelik hakkında bilgilendim.
Böyle bir sayfa için zaman ayırmanız saygıdeğer bir iş.
Teşeklür ederim.
Kısa ve öz olarak gayet başarılı, size teşekkür ederim. Bessemer den başka bir fırın bilmezdim, şimdi ne kadar çok metot varmış…