

Delme, kesme, bükme ve benzeri kalıplarla çekme kalıplarını karşılaştırdığımızda, bazı farklılıklar görürüz. Bugüne kadar yapılan deneyler ve bunun sonucu elde edilen tecrübeye rağmen, simetrik olmayan biçimdeki kapların çekme kalıplarıyla üretilmesi kolay olmamaktadır. Bu nedenle; İyi bir çekme kalıbı tasarımının yapılabilmesi için tasarımı yapan kişinin,
çekme kalıpçılığı konusunda yeterli bilgi ve beceriye sahip olması ve aşağıdaki işlem sırasını göz önünde bulundurması gerekmektedir.
1) — Çekilmesi gereken kabın tasarımı,
2) — İşlem safhalarının plânı,
3) — Çekme kalıplarının tasarımı,
4) — Çekme işlemini gerçekleştirecek pres tezgâhının seçimi,
5) — Daha önce yapılmış çekme kalıplarının yapım yöntemleri ve çalışma prensiplerinin incelenmesi.
Üretimle ilgili doğabilecek bütün problemlerin çözümüne yardımcı olabilecek bilgilerin toplanmasından sonra, çekme kalıbının yapımına geçilmelidir.
Çekme Kalıplarında Çekme Aşamaları

Silindirik çekme kalıplarıyla üretilecek biçim kabın kaç kademede çekilebileceğini gösterir. İlk çekme işleminde, çekilecek biçim kap boyutlarına uygun şerit malzeme veya yuvarlak saç malzeme hazırlanır. Hazırlanan yuvarlak saç malzeme kalıp içerisine yerleştirilir.
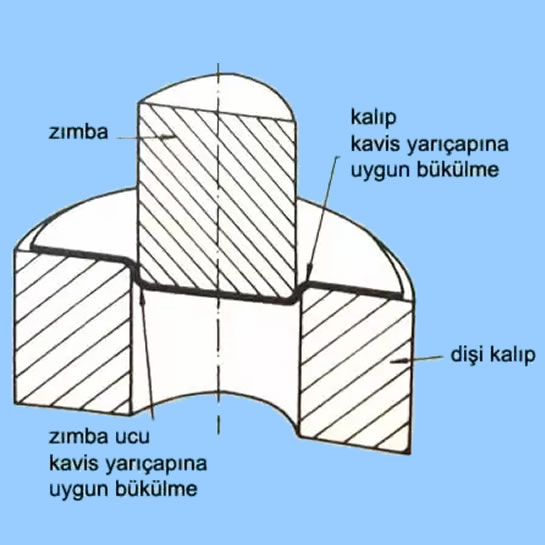
Zımba, saç malzeme ve dişi kalıp temas haline gelinceye kadar saç malzemede herhangi bir değişme olmaz. Zımba dişi kalıp içerisine doğru ilerlemeğe başladığı anda, zımba ucu kavis yarıçapına uygun olarak saç malzeme eğilir.
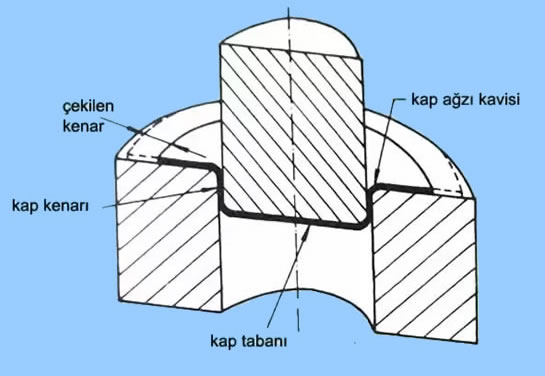
Zımba ilerlemeğe devam ettiğinde, çekilen kabın tabanında şekil değişimi olmaz. Ancak zımba ucu ve dişi kalıp ağzı kavis yarıçapına göre eğilen parçada düzelme başlar. Çekme işlemi süresince, yuvarlak saç malzeme çapında da azalma meydana gelir.

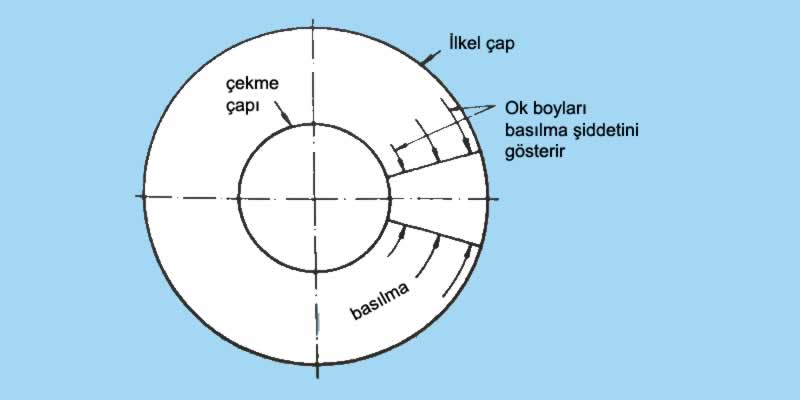
Kalıp içerisine akan (ilerleyen) yuvarlak saç malzemenin dış çevresinde basılma gerilimi meydana gelir. Bu basılma gerilimi, çekilen kabın ağzına yakın flanş kısmında malzeme yığılmasını meydana getirir. Bu şekildeki malzeme yığılmasına buruşma adı verilir.
Çekilen kabın ağız kısmında buruşma ve (% 15 — % 20)T kadar kalınlık artışı meydana gelir. Ayrıca, çekme işlemi biten kabın ağız ve taban kavis yüzeylerinde eğilme ve basılma gerilimleri, tabana yakın kısımlarda maksimum çekilme gerilimi meydana gelir. Çekme geriliminin maksimum olduğu bu kısımlarda çekilen kabın et kalınlığı azalır ve parça aşırı çekmeye zorlandığında taban çevresinde yırtılma bölgeleri oluşur
