
Broşlama
Broşlama, kademeli olarak artan çıkıntılı bir dizi kesme kenarına sahip, ince bir çubuk veya çubuk tipi kesici ile genellikle tek vuruşta istenen genişlik ve derinlikteki bir malzeme tabakasının çıkarılması işlemidir. Tığ çekme de denilir.
Broşlamada; broşlama takımları, genel olarak bir , iş parçalarının iç veya dış yüzeyleri, profil verilmiş bir kalıp vardır. Broşlama, seri imalatta yüksek yüzey kalitelerinde ve büyük şekil tamlığındaki profillerin imal edilmeleri gereken yerlerde kullanılır. Broşlama (boşaltma) takımı çok pahalı olduğundan, ancak büyük miktarlardaki parçalar için ekonomiktir.

Broşlama metodu iç broşlama ve dış broşlama olmak üzere gruplara ayrılır.

İç Broşlama

İç yüzeylere broş çekileceği zaman, parça üzerinde broşlama deliğinin olması gerekir.
iç broşlamada, profiller bir delikten dışa doğru broşlanırlar. iş parçası bağlanmaz, sadece mil ve takımın kızağı üzerinden sürülür ve tezgahın iş parçası dayama kalıbının üstüne düz olarak konulur. Broşlama takımı delikten geçirilen çekme sapından çekilir ve istenen profil elde edilir.

Civata broşlamada (helisel kanal açmada) broşlama takımının dişleri cıvata şeklinde yapılmıştır. iş parçası dönebilecek şekilde yataklandırılmış, alıcı (tutucu) ağız içine yerleştirilmiştir.
Broşlama esnasında dişlerin yan tarafları vasıtasıyla, broşlanması icap eden kanalın eğim açısını sağlayacak şekilde iş parçası döndürülür.

Dış Broşlama
Dış broşlamada takım, dıştan iş parçası boyunca kılavuzlanır. Büyük kesme ve sıkıştırıp çıkarma kuvvetlerinden dolayı takımın rijit olarak bağlanmış ve desteklenmiş olması gerekir.

Parça etrafının (Çevresel) Broşlamanmasında (Tüp ve çanak broşlamada) takım iş parçasının etrafını tamamen kuşatır ve örneğin bir çekmede bir dış dişin broşlama işleminin yapılmasını mümkün kılar. Takım parçalıdır.

Broşlamanın avantajları

Yüksek yüzey kalitesi sağlar
İşlem tek pasoda bitirilir.
Kesme hızı yüksektir.
Ölçü tamlığı sağlar.
Karmaşık profillerin yapılmasını sağlar.
Kolay ve ucuz işçilik sağlar.
İşlenen parçalar özdeş olur
Broşlama işleminin zayıf yönleri

Büyük ve karışık şekilli parçalarda broş maliyeti yüksektir.
Çok küçük parçaları işlemek mümkün değildir.
Parçaların sağlam bağlanması gerekir.
Çok fazla talaş kaldırılamaz
Broşlama Takımları
Broşlama takımları genelde takım çeliklerinden üretilirler. (M2 HSS, PM-M4 HSS, PM-T15 HSS gibi.) Bunun yanında Cnc tezgahlarda kullanılan sert maden uçlu olanları da vardır.

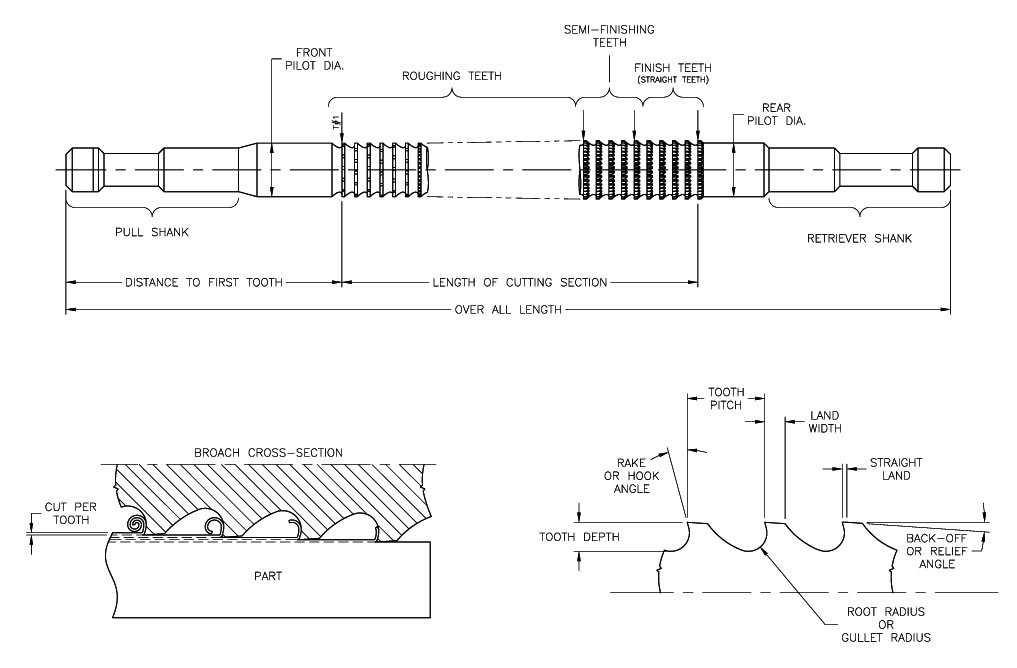
Broşlama takımları mil, kılavuzlama kızağı, dişli, kılavuz kısmı ve son kısımdan meydana gelir. Diş açmanın talaş alma kısmında, kesici ağız dişlerinin kademelendirilmesi suretiyle talaş kalınlığı (h) meydana gelir.


Kaba talaş alma dişleri, talaş kaldırmanın en büyük payını üzerine alırlar (h=0,2 mm), ince talaş broşlama en az 3 diş (h<0,2 mm)’ten meydana gelir. Sonuncu ince talaş alma dişi ve temizlemenin ilk dişi imalat ölçüsünde yapılır. Takım, aynı profile ve aynı ölçülere sahip olan ve iş parçasının yüzeylerini perdahlayan (kalibre eden) en az 3 rezerve dişine sahiptir.Bunlar tekrar bilenmeleri esnasında referans olarak da hizmet ederler.

Kesici ağız açısı ve talaş boşluğu,broşlanması gereken yüzeylerin boyuna ve iş malzemesinin talaş kaldırılabilirliğine göre belirlenir. Boşaltmadan evvel delinir. Serbest açı çok küçüktür (1, 5°~ 2°), böylece diş alnının tekrar bilenmesinde bu değer aynen kalır. Talaşların, yan serbest yüzeyler ile, broşlanan yüzeyler arasında sıkışmasına ve buraların çatlamasına, serbest yüzeylerdeki talaş kırıcı kanallar engel olur. Broşlama esnasında kullanılan broşun 2 ila 6 dişinin aynı zamanda kesmesi mümkün olacak şekilde seçilmesi gerekir. Ne kadar fazla diş malzemeyle temas halinde olursa, broşlama (tığ çekme) işlemi o kadar sakin cereyan eder.


Broşlama takımı terminolojisi
Broşlama Tekniği Nerelerde Kullanılır
Talaşlı üretim teknikleri ile işlenebilen her malzeme, broşlama tekniği ile de işlenebilir. Çok kullanılan metal alaşımları, bazı plastikler, sert lastikler, ağaç, kompozit malzemeler ve grafit broşlama tekniği ile işlenebilir. Sertliği 18-32 HRC arasında olan çelik malzemeler, bu teknikle işlenebilir. Dökme demir, pirinç, bronz, alüminyum ve magnezyum yüksek kesme hızları ile işlenebilir

Broşlama tekniği ile çeşitli kanallar, kama kanalları, düz veya karışık şekilli yüzeyler, kremayer dişliler, iç dişliler üretilmektedir, Broşlama tekniği otomotiv, uçak ve uzay endüstrisinde, el takımları üretiminde, frezeleme tekniği ile yapılan parçalarda, beyaz eşya sanayiinde, silah parçaları üretiminde, kilit üretimi ve elektrik motoru üretiminde kullanılmakladır. Ayrıca silah sanayiinde namlu yivleri bu teknikle işlenmektedir.
Teşekkürler.broş malzemesini merak ettim.
Güzel makele olmuş elinize sağlık.