
Üzerinde birden fazla kalıplama işlemi bulunan parçalan tek operasyonda ve aynı istasyonda üreten kalıplara birleşik kalıplar denir.
Bu kalıplarla üretilen parça, kalıp deliğinden aşağıya düşmez ve kalıp içerisinde kalır. İtici pim veya plâka yardımıyla kalıp içerisine düşürülen parça, şerit malzeme iskeletiyle birlikte kalıptan dışarıya çıkartılır.
Delme-Kesme Birleşik Kalıbı
Delikli pul, rondela ve benzeri parçaların üretilmesinde kullanılan kalıplara delme-kesme birleşik kalıbı denir. Küçük tonajlı kalıplarda yay baskılı plâkalar, itici pimler, sıyırıcı plâkalar ve benzeri kalıp elemanları kullanılır.
Büyük tonajlı birleşik kalıplarda kullanılan baskı plâkası, itici pim, itici plaka ve benzeri hareketli kalıp elemanları için de basınçlı havalı (pnömatik) veya hidrolik sistem kullanılır. Böylece bütün hareketli kalıp elemanları pnömatik veya hidrolik sistemle çalıştırılır.

Basınçlı havayla (pnömatik) çalışan birleşik rondela kalıbı
1 — Kalıp üst plakası
2 — Dişi kalıp
3 — İtici (çıkarıcı) plâka
4 — Delme zımbası
5 — Zımba plâkası
6 — Ara plâkası
7 — İtici pim
8 — Yerleştirme pimi
9 — Kalıp çerçevesi
10 — Sınırlayıcı piston
11 – Sıyırıcı tırnak
12 – Sıyırıcı tırnak bölüntüsü
13 – Zımba kılavuz plâkası
14 – Kesme zımbası
15 – İtici pim
16 – İtici pim plakası
17 – İtici pim destek plakası
18 – Ara diski
19 – Tapa
20 – Kılavuz sütunu


Kesme, Bükme, Çekme Birleşik Kalıpları
Tığ çekme, delme ve ayırma birleşik kalıbı
Tığ çekme, delme ve ayırma birleşik kalıbı aşağıdaki şekilde gösterilmektedir. Kalıbın kapanmaya başlamasıyla tığlar da şerit malzeme üzerindeki kanal açma işlemine başlar. Tığ çekme işleminin 2 /3 ’si tamamlanınca ayırma zımbası parçayı şerit malzemeden ayırır. Kalıp içerisinde kalan parçanın tığ çekme işlemi tamamlanırken, delme zımbaları da aynı anda delikleri deler. Kalıp açıldığında, iticiler yardımıyla kalıplanan parça dışarıya çıkartılır.
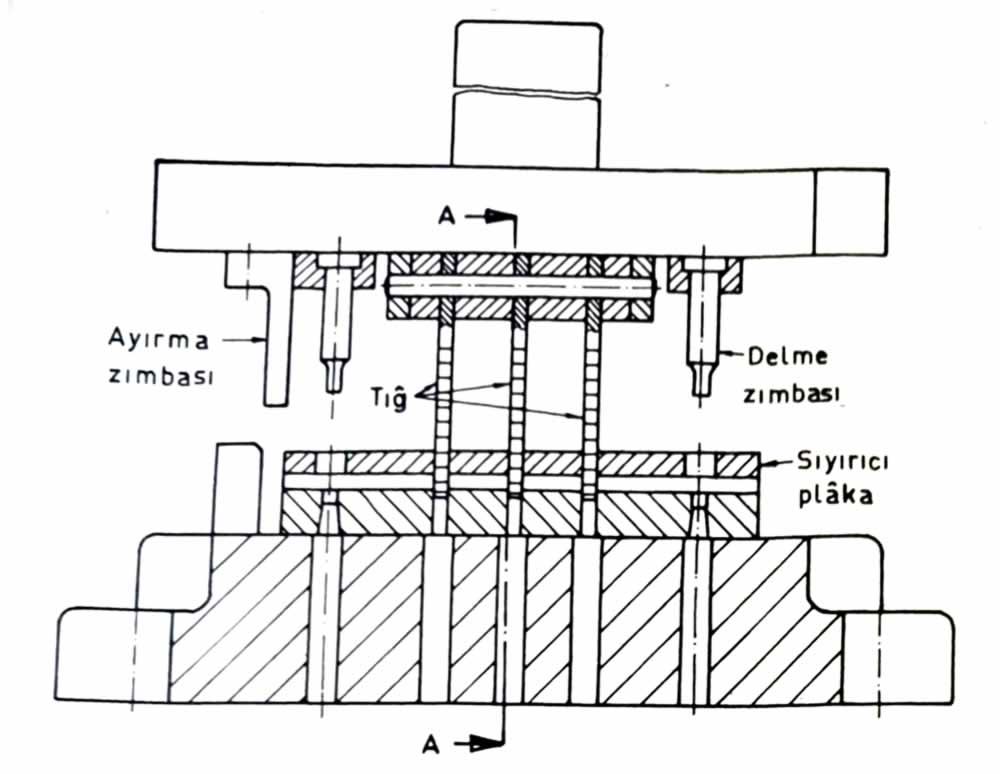
Tığ çekme, delme ve ayırma birleşik kalıbı

Ayırma biçimlendirme birleşik kalıbı
Aşağıdaki şekilde ayırma ve biçimlendirme birleşik kalıbı gösterilmektedir. Kalıp üst plâkasına iki zımba yerleştirilmiştir. Bunlardan biri ayırma zımbası, diğeri de birbiri içerisine hareket edebilir şekilde monte edilmiş ara ve biçimlendirme zımbalandır. U-bükmeyi yapan ara zımbası, bükme işlemini engellemeyecek ve ekseni doğrultusunda hareket edebilecek şekilde biçimlendirme zımbasına tespit edilmiştir.
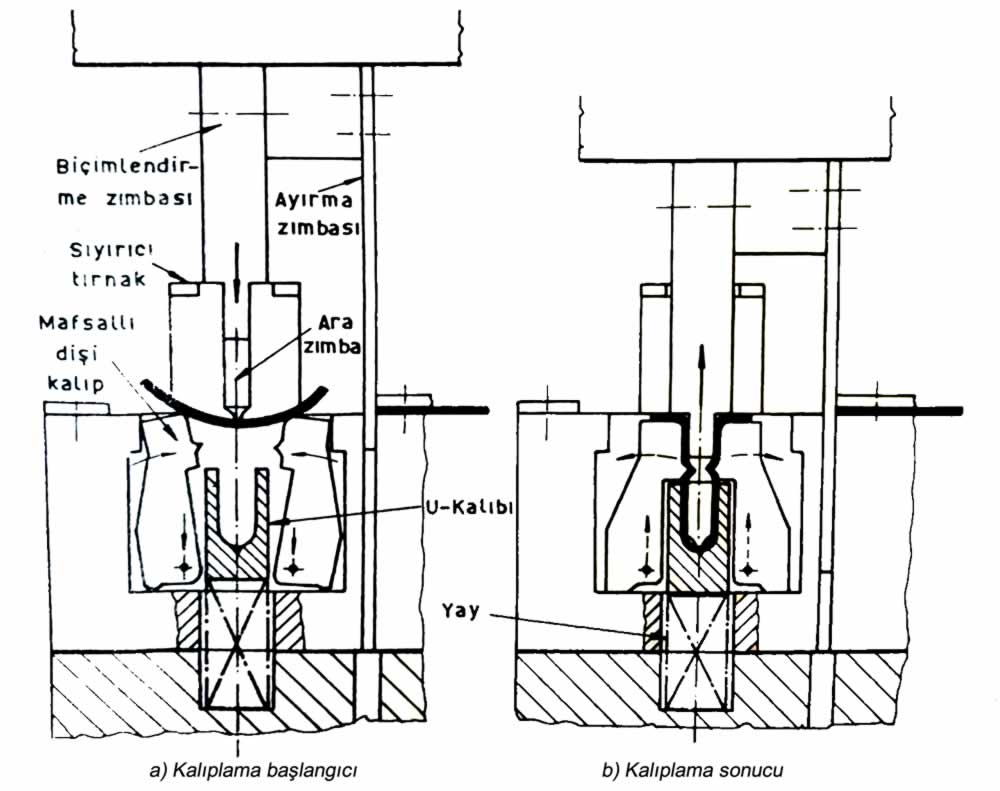
Biçimlendirme zımbasının ön ve arka yüzüne yay baskılı tutucular, alnına da merkezleme pimleri yerleştirilen biçimlendirme zımbası, ara zımbasını üzerinde taşır. Zorlama anında da ara zımbasını bırakır.
U-kalıbı üzerine yerleştirilen dişi kalıp, mafsal hareketlidir. U-kalıbının aşağı iniş hareketinde mafsallı dişi kalıp kapanır, kalıp açıldığında da yay baskısı yardımıyla yukarı doğru hareket eden U-kalıbı mafsallı dişi kalıbı açar. Açılan kalıptan alman parça bir miktar esnetilerek içerisindeki ara zımbası çıkartılır.
Birleşik kalıpların üstün ve zayıf yönleri
Üstünlükleri
1 —Seri üretimin fazla olması nedeniyle kalıplanan parça maliyeti azdır.
2 — Birden fazla kalıbın yaptığı işi tek başına ve aynı istasyonda yaptığı için, pres tezgâhına bağlanması zaman alıcı değildir.
3 —Fazla sayıda pres tezgâhını gerektirmediği için, mevcut pres tezgahına göre kalıp tasarımı daha kolaydır.
Zayıf Yönleri
1 — Komple kalıbın tasarımı ve yapımı zaman alıcıdır.
2 — Kalıbın tamiri güçtür.
3 — Kalıp maliyeti yüksektir.
4 — Maksimum kalıplama kuvvetini gerektirdiği için büyük tonajlı pres tezgâhı bulmak zordur.