

Bu yazımızda Alın tornalama (en: Facing lathe) işlemi hakkında genel bilgi. Alın tornalamada işlem sırası. Alın tornalamanın yapılışı hakkında video .Puntalar arasında alın tornalama.Yarım puntanın alın tornalamada kullanılışı gibi konuları işleyeceğiz.
Alın tornalama işlemi hakkında genel bilgi
İş parçasının dönme hareketine karşılık, kesici takımın eksene dik hareketi ile oluşan tornalama işlemine ALIN TORNALAMA denir.
îş parçasının alın yüzeylerinin düz ve pürüzsüz işlenmesi ve parçanın istenen uzunluğa getirilmesi amacıyla yapılır.
Alın tornalama işlemi ile parça üzerindeki uzunluk ölçüleri oluşturulur. Alın tornalama için standart bir tornalama payı yoktur. Uygulamalarda testere ile kesilen parçalarda testerenin kesme hassasiyeti de dikkate alınarak her alın için 1-2 mm’lik bir işleme payı bırakılır.
Alın tornalamada tornalama çapı, tornalama şekline göre devamlı büyür ve küçülür. Bu durumda kesme hızı da devamlı azalarak veya çoğalarak değişir. Bu durum üniversal torna tezgahlarında alın tornalamanın, kesme hızı devamlı değiştiğinden optimum bir tornalama işlemi olmadığını gösterir. Bundan dolayı alın tornalamada devir sayısı belirlenirken tornalama çapı olarak ortalama çap esas alınır.
Tornalamada ilk işlenen yüzey genellikle alın yüzeydir. Alın tornalamada iki yöntem kullanılır.
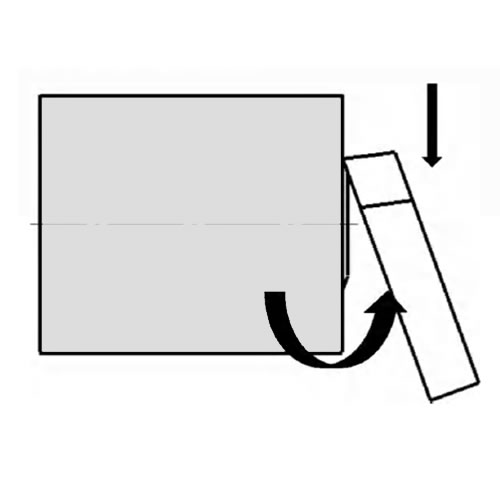
Çevreden merkeze doğru Alın tornalama, genellikle kaba talaş kaldırırken kullanılır.
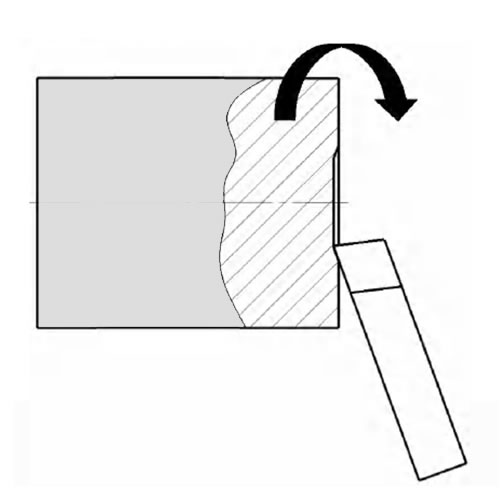
Merkezden dışa doğru Alın tornalama. İnce talaş kaldırırken kullanılır.
Aşağıdaki videoda aynaya bağlayarak alın tornalamanın yapılışı anlatılmaktadır.

Alın tornalamada işlem sırası

Alın tornalama esnasında kesici kalemin pozisyonu
1- Düz sağ yan kalemi seçildiğinde,sola 10° kadar eğik bağlanmalıdır.
2-Kesme hızına göre tezgah uygun devirde çalıştırılmalıdır.
3-Talaş ayarı suporttan verilmelidir.

Alın tornalama öncesi parça boyu kontrolu
Kollu testere veya herhangi bir testere tezgâhı ile kesilen parçalar düzgün olmadığından, bir iş parçası genel olarak, yapımından sonraki boyundan biraz daha uzun kesilir. Tornacı herhangi bir parça üzerinde çalışmaya başlamadan önce, yeter uzunlukta olduğundan emin olmak için parçayı ölçer. Eğer parçanın boyu yeter uzunlukta değilse, parçanın kısa olduğunu göstermek için her iki alında işlenmemiş bir kısım bırakılır.

Alın tornalamaya merkezden başlanır
Kalemin görevi, metali kazımak değil onu kesmek olduğunu daima hatırda tutun. Çok fazla talaş kaldırmayın. Verilen iş parçasının alnından kaldırılacak talaş kalınlığını tayin etmeyi mümkün olduğu kadar çabuk öğrenin.

Uzun parçaların yataklanarak alınlarının tornalanması
Puntalar Arasında Alın Tornalama
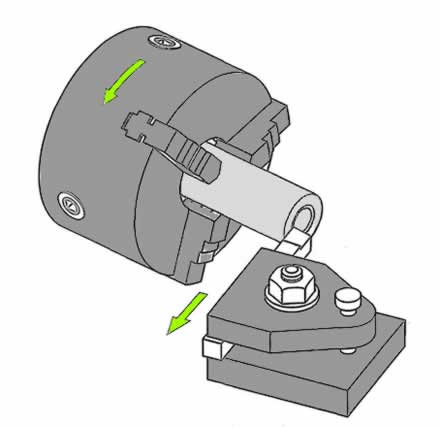
İş Parçasının Ayarlanması Parçanın alın yüzeylerine punta delikleri dikkatlice açıldıktan sonra, bir uca fırdöndüyü sıkıca bağlayın (fırdöndü vidasının altına koruyucu bakır bir parça koymalı, eğer bu uc işlenmemişse gerekmez). Diğer uçtaki punta deliğine bir damla yağ koyun. İş parçasını puntalar arasına yerleştirip gezer puntayı ayarlayın.
Tecrübeli bir tornacı, fırdöndü kuyruk kısmının ayna yarığında tutulmasından emin olmak için, iş parçasını önce fener puntasına yerleştirir. Sonra gezer puntayı, iki üç defa punta deliğine yanaştırarak bir yere çarpmadan ucunun deliğe girmesine dikkat eder.
Ses çıkarmaması için, iş parçası puntalar arasında ne çok gevşek, ne de çok sıkı olmayacak şekilde ayarlanmalıdır. çünkü iş parçasının serbest dönmesi gereklidir, aksi halde punta ucu ezilir ve bozulur. Bu sebepten iş parçasını puntalar arasına titizlikle ayarlamak şarttır. Parça çok büyük değilse, tornacı bu ayarlamayı fırdöndü aynaşı yarığındaki fırdöndü kuyruk kısmını sağa sola hafifçe oynatarak yapar. İş parçasını puntalar arasına yerleştirirken kolu uzunlamasına tutmaya veya kalemlik üzerinden uzanmaya kalkışmayın. Elinizi siper üzerine veya uygun herhangi bir yere dayayarak iş parçasını sabit bir şekilde tutun.
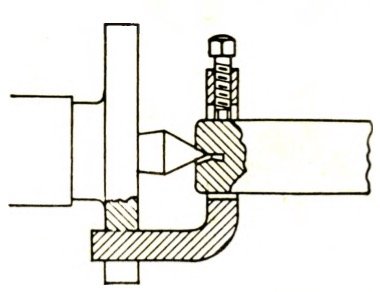
Çapı lüzumundan daha büyük bir fırdöndü kullanılırsa, kuyruğu ayna yarığının kenarlarına veya tabanına dayanabilir. Her iki konumda da punta yuvaya oturmaz ve parça doğru dönmez.
Puntalar Arasında Alın Tornalamada kullanılan kalemler
Alın tornalaması için yan kalemi kullanılır. Bu işlemde yararlanılan kalemleri bağlamak için çeşitli firmaların yaptığı çeşitli katerler vardır. Yan kaleminin kesici kenarı iş parçasının eksenine dikey olarak ayarlanmayıp ucu az miktarda alına dönük olmak üzere eğik bağlanmalıdır. Düzgün ve iyi bir yüzey elde etmek için yan kaleminin ucu, yağ taşı ile az miktarda yuvarlatılmak veya iş parçasına kısa düz bir yüzeyle temas edecek şekilde bilenmelidir .
Bu düz yüzeyin uzunluğu enine ilerleme miktarından büyük olmalıdır. Düz kısmın eksene dikey olarak ayarlandığından emin olmak için, kalemi göz kararı ile ayarlandık tan sonra az bir alın tornalaması yapın. Sonra kalemi, parça alnına temas edinceye kadar yanaştırarak (elle uzunluğuna ilerletme) düz kısmın işlenmiş düz yüzeye değip değmediğine dikkat edin. Eğer değiyorsa, düz kısım eksene dikey olarak ayarlanmıştır, değmiyorsa kalemin yeniden ayarlanması kolaydır.
İş parçasının, merkezinden çevresine veya çevresinden merkezine doğru kalemi ilerleterek kaba talaşı alınır. Son talaş, merkezden çevreye doğru yapılır. (Eğer alın kabalığı fazla ise, kalemi boyuna ilerleterek kaba talaş alınması tavsiye edilebilir, yani fazla gerecin, radyal kesme yerine, el ile ilerlemeli bir çok boyuna pasolarla «basamaklı kesme» alınması ve bunun için uygun bilenmiş bir silindir tornalama kalemi daha tesirli olur).

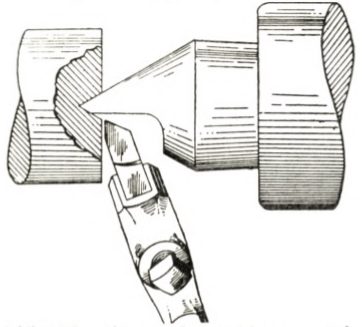
Eğer alın tornalaması yapılacak bir çok parçalar varsa, takımhaneden bir yarım uçlu punta alınması tavsiye edilebilir, fakat sadece bir veya iki parça söz konusu olması veya yarım uçlu puntanın bulunmaması halinde, aşağıdaki metot kullanılır :
İş parçasını puntalar arasında ayarlayın (çok gevşek veya çok sıkı olarak değil), sağ el enine ilerleme kolunda ve sol el boyuna ilerleme tekerinde olmak üzere tornayı çalıştırın ve kalemi, punta deliği etrafında az bir kısım kalıncaya kadar puntaya yaklaştırın. Sol elle talaş derinliği (boyuna ilerleme) verilerek sabit tutulur, sağ elle kalem dışarıya doğru, yani çevreye doğru yavaşça ilerletilir, böylece enine hareket dolayısiyle alın tornası yapılmış olur. Talaşın ve ilerlemenin miktarı duruma göre ayarlanmalıdır.